4 zyklen zum herst ellen v on punkt emust er n – HEIDENHAIN TNC 426 (280 474) Benutzerhandbuch
Seite 221
205
HEIDENHAIN TNC 426, TNC 430
ú
Anzahl Bearbeitungen Q241: Anzahl der Bearbeitungen
auf dem Teilkreis
ú
Sicherheits-Abstand Q200 (inkremental): Abstand
zwischen Werkzeugspitze und Werkstück-Oberfläche;
Wert positiv eingeben
ú
Koord. Werkstück-Oberfläche Q203 (absolut): Koordina-
te Werkstück-Oberfläche
ú
2. Sicherheits-Abstand Q204 (inkremental): Koordinate
Spindelachse, in der keine Kollision zwischen Werk-
zeug und Werkstück (Spannmittel) erfolgen kann; Wert
positiv eingeben
>
Fahren auf sichere Höhe Q301: Festlegen, wie das
Werkzeug zwischen den Bearbeitungen verfahren soll:
0: Zwischen den Bearbeitungen auf Sicherheits-
Abstand verfahren
1: Zwischen den Meßpunkten auf 2. Sicherheits-
Abstand verfahren
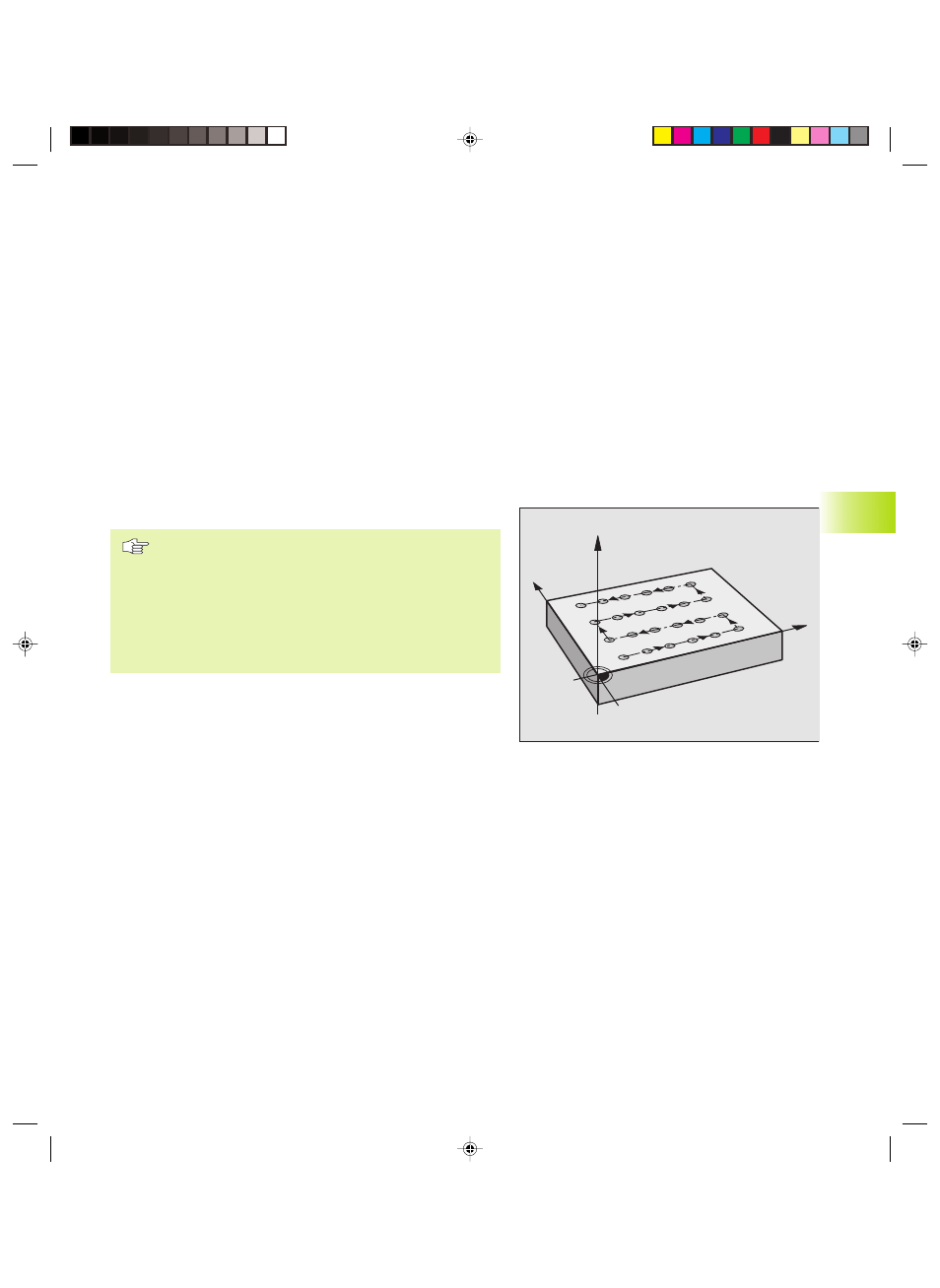
PUNKTEMUSTER AUF LINIEN (Zyklus 221)
Beachten Sie vor dem Programmieren
Zyklus 221 ist DEF-Aktiv, das heißt, Zyklus 221 ruft
automatisch den zuletzt definierten Bearbeitungszyklus
auf.
Wenn Sie einen der Bearbeitungszyklen 200 bis 208 und
212 bis 215 mit Zyklus 221 kombinieren, wirken der
Sicherheits-Abstand, die Werkstück-Oberfläche und der 2.
Sicherheits-Abstand aus Zyklus 221.
1 Die TNC positioniert das Werkzeug automatisch von der aktuellen
Position zum Startpunkt der ersten Bearbeitung
Reihenfolge:
■
2. Sicherheits-Abstand anfahren (Spindelachse)
■
Startpunkt in der Bearbeitungsebene anfahren
■
Auf Sicherheits-Abstand über Werkstück-Oberfläche fahren
(Spindelachse)
2 Ab dieser Position führt die TNC den zuletzt definierten
Bearbeitungszyklus aus
3 Anschließend positioniert die TNC das Werkzeug in positiver
Richtung der Hauptachse auf den Startpunkt der nächsten
Bearbeitung; das Werkzeug steht dabei auf Sicherheits-Abstand
(oder 2. Sicherheits-Abstand)
4 Dieser Vorgang (1 bis 3) wiederholt sich, bis alle Bearbeitungen
auf der ersten Zeile ausgeführt sind; das Werkzeug steht am
letzten Punkt der ersten Zeile
X
Y
Z
8.4 Zyklen zum Herst
ellen v
on Punkt
emust
er
n
KKAP8.PM6
28.06.2006, 12:42
205