5 sl -zyklen – HEIDENHAIN TNC 426 (280 474) Benutzerhandbuch
Seite 233
217
HEIDENHAIN TNC 426, TNC 430
X
Z
Q11
Q12
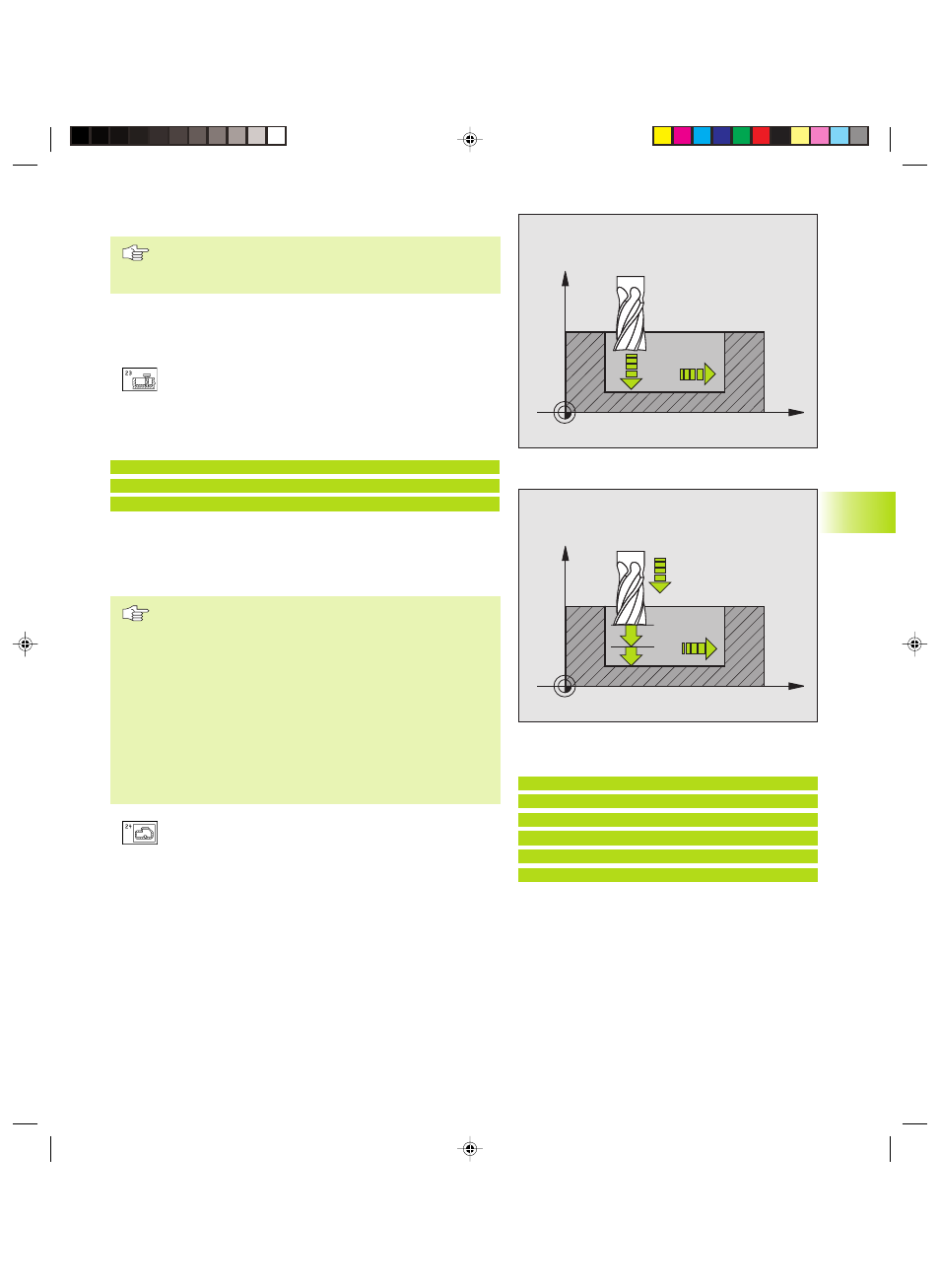
SCHLICHTEN TIEFE (Zyklus 23)
Die TNC ermittelt den Startpunkt fürs Schlichten selb-
ständig. Der Startpunkt ist abhängig von den Platzverhält-
nissen in der Tasche.
Die TNC fährt das Werkzeug weich (vertikaler Tangentialkreis) auf
die zu bearbeitende Fläche. Anschließend wird das beim Ausräumen
verbliebene Schlichtaufmaß abgefräst.
ú
Vorschub Tiefenzustellung Q11: Verfahrgeschwindigkeit
des Werkzeugs beim
Einstechen
ú
Vorschub Ausräumen Q12: Fräsvorschub
NC-Beispielsätze:
60 CYCL DEF 23.0 SCHLICHTEN TIEFE
Q11=100
;VORSCHUB TIEFENZ.
Q12=350
;VORSCHUB RAEUMEN
SCHLICHTEN SEITE (Zyklus 24)
Die TNC fährt das Werkzeug auf einer Kreisbahn tangential an die
Teilkonturen. Jede Teilkontur wird separat geschlichtet.
Beachten Sie vor dem Programmieren
Die Summe aus Schlichtaufmaß Seite (Q14) und Schlicht-
werkzeug-Radius muß kleiner sein als die Summe aus
Schlichtaufmaß Seite (Q3,Zyklus 20) und Räumwerkzeug-
Radius.
Wenn Sie Zyklus 24 abarbeiten ohne zuvor mit Zyklus 22
ausgeräumt zu haben, gilt oben aufgestellte Berechnung
ebenso; der Radius des Räum-Werkzeugs hat dann den
Wert „0“.
Die TNC ermittelt den Startpunkt fürs Schlichten selbstän-
dig. Der Startpunkt ist abhängig von den Platzverhältnis-
sen in der Tasche.
ú
Drehsinn ? Uhrzeigersinn = –1 Q9:
Bearbeitungsrichtung:
+1: Drehung im Gegen-Uhrzeigersinn
–1: Drehung im Uhrzeigersinn
ú
Zustell-Tiefe Q10 (inkremental): Maß, um das das
Werkzeug jeweils zugestellt wird
ú
Vorschub Tiefenzustellung Q11: Eintauchvorschub
ú
Vorschub Ausräumen Q12: Fräsvorschub
ú
Schlichtaufmaß Seite Q14 (inkremental): Aufmaß für
mehrmaliges Schlichten; der letzte Schlicht-Rest wird
ausgeräumt, wenn Sie Q14 = 0 eingeben
X
Z
Q11
Q12
Q10
NC-Beispielsätze:
61 CYCL DEF 24.0 SCHLICHTEN SEITE
Q9=+1
;DREHSINN
Q10=+5
;ZUSTELL-TIEFE
Q11=100
;VORSCHUB TIEFENZ.
Q12=350
;VORSCHUB RAEUMEN
Q14=+0
;AUFMASS SEITE
8.5 SL
-Zyklen
KKAP8.PM6
28.06.2006, 12:42
217