HEIDENHAIN TNC 426 (280 474) Benutzerhandbuch
Seite 129
113
HEIDENHAIN TNC 426, TNC 430
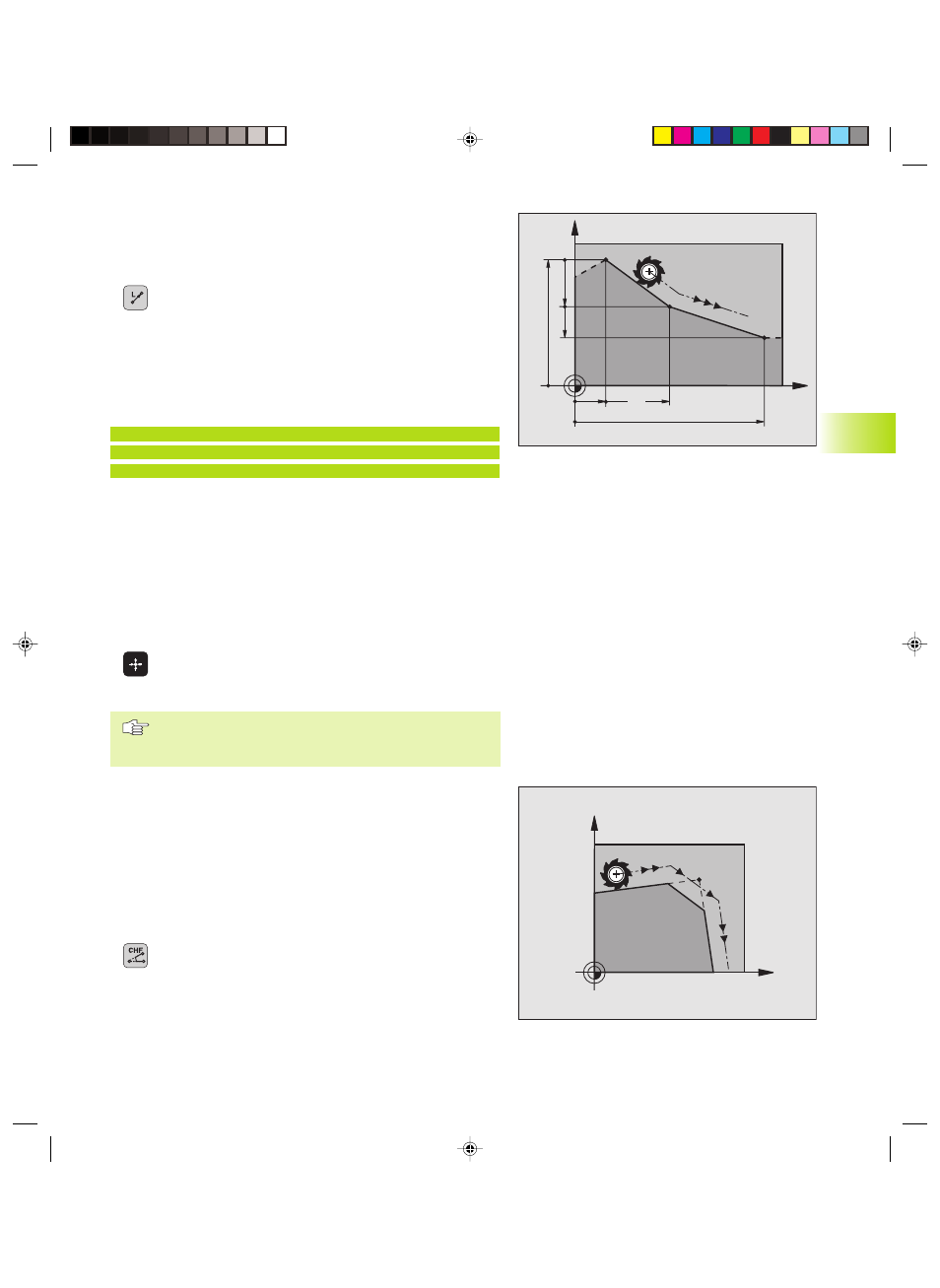
Gerade L
Die TNC fährt das Werkzeug auf einer Geraden von seiner aktuellen
Position zum Endpunkt der Geraden. Der Startpunkt ist der End-
punkt des vorangegangenen Satzes.
ú
Koordinaten des Endpunkts der Geraden eingeben
Falls nötig:
ú
Radiuskorrektur RL/RR/R0
ú
Vorschub F
ú
Zusatz-Funktion M
NC-Beispielsätze
7 L X+10 Y+40 RL F200 M3
8 L IX+20 IY-15
9 L X+60 IY-10
Ist-Position übernehmen
Einen Geraden-Satz (L-Satz) können Sie auch mit der Taste „Ist-
Position-übernehmen“ generieren:
ú
Fahren Sie das Werkzeug in der Betriebsart Manueller
Betrieb auf die Position, die übernommen werden soll
ú
Bildschirm-Anzeige auf Programm-Einspeichern/Editieren wech-
seln
ú
Programm-Satz wählen, hinter dem der L-Satz eingefügt werden
soll
ú
Taste „Ist-Position-übernehmen“ drücken: Die TNC
generiert einen L-Satz mit den Koordinaten der Ist-
Position
Die Anzahl der Achsen, die die TNC im L-Satz speichert,
legen Sie über die MOD-Funktion fest (siehe „12 MOD-
Funktionen, Achsauswahl für L-Satz-Generierung“).
Fase CHF zwischen zwei Geraden einfügen
Konturecken, die durch den Schnitt zweier Geraden entstehen,
können Sie mit einer Fase versehen.
■
In den Geradensätzen vor und nach dem CHF-Satz programmieren
Sie jeweils beide Koordinaten der Ebene, in der die Fase ausge-
führt wird
■
Die Radiuskorrektur vor und nach CHF-Satz muß gleich sein
■
Die Fase muß mit dem aktuellen Werkzeug ausführbar sein
ú
Fasen-Abschnitt: Länge der Fase eingeben
Falls nötig:
ú
Vorschub F (wirkt nur im CHF-Satz)
Beachten Sie die Hinweise auf der nächsten Seite!
X
Y
60
15
40
10
10
20
X
Y
6.4 Bahnbew
egung
en – r
e
c
htwinklig
e K
oor
dinat
en
GKAP6.PM6
28.06.2006, 12:42
113