5 bahnbew egung en – p olar k oor dinat en – HEIDENHAIN TNC 426 (280 474) Benutzerhandbuch
Seite 141
125
HEIDENHAIN TNC 426, TNC 430
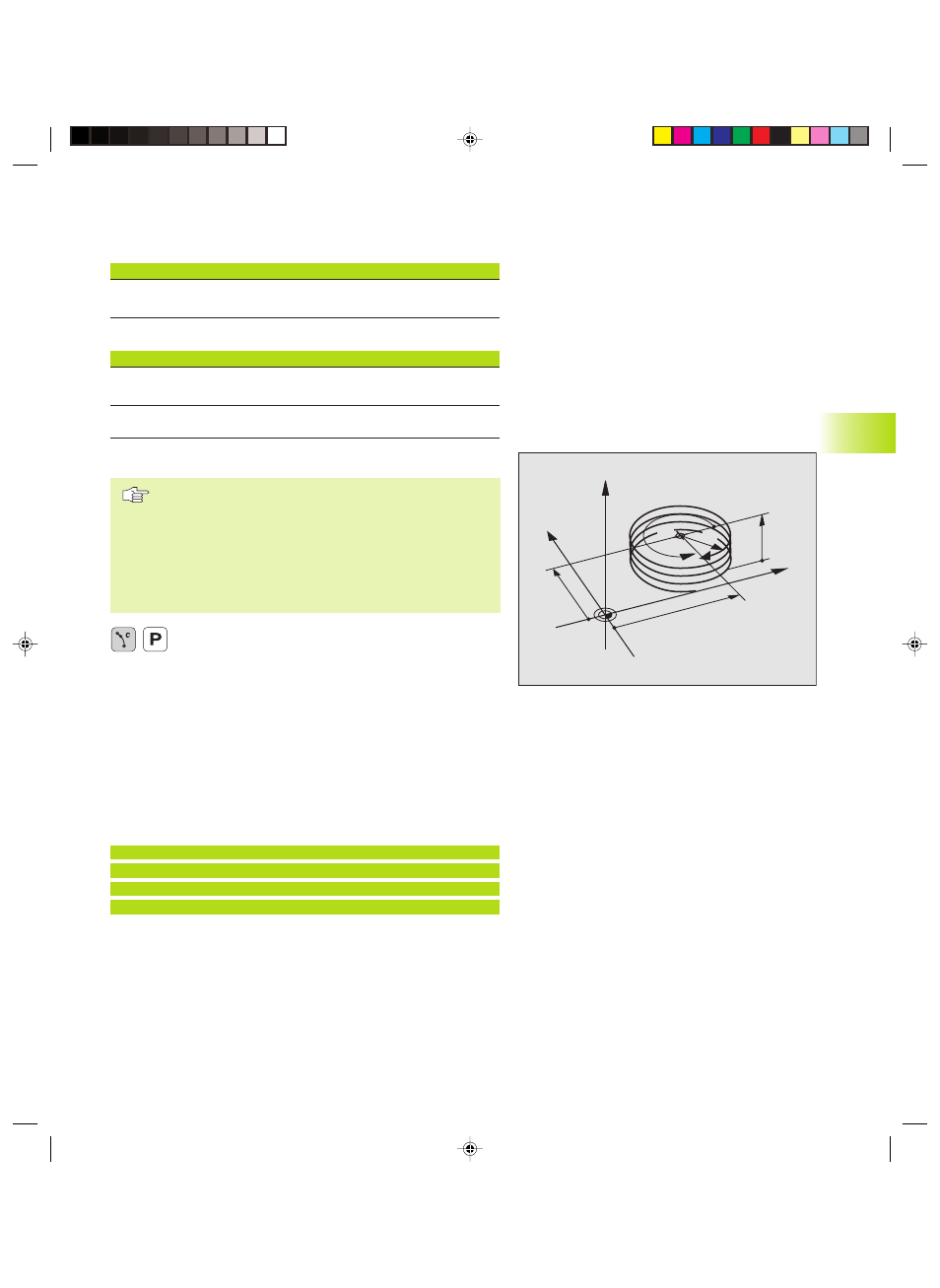
Form der Schraubenlinie
Die Tabelle zeigt die Beziehung zwischen Arbeitsrichtung, Drehsinn
und Radiuskorrektur für bestimmte Bahnformen.
Innengewinde
Arbeitsrichtung Drehsinn Radiuskorrektur
rechtsgängig
Z+
DR+
RL
linksgängig
Z+
DR–
RR
rechtsgängig
Z–
DR–
RR
linksgängig
Z–
DR+
RL
Außengewinde
rechtsgängig
Z+
DR+
RR
linksgängig
Z+
DR–
RL
rechtsgängig
Z–
DR–
RL
linksgängig
Z–
DR+
RR
Schraubenlinie programmieren
Geben Sie Drehsinn DR und den inkrementalen Gesamt-
winkel IPA mit gleichem Vorzeichen ein, sonst kann das
Werkzeug in einer falschen Bahn fahren.
Für den Gesamtwinkel IPA können Sie einen Wert von
–5400° bis +5400° eingeben. Wenn das Gewinde mehr
als 15 Gänge hat, dann programmieren Sie die Schrauben-
linie in einer Programmteil-Wiederholung
(Siehe „9.3 Programmteil-Wiederholungen“)
ú
Polarkoordinaten-Winkel: Gesamtwinkel inkremental
eingeben, den das Werkzeug auf der Schraubenlinie
fährt. Nach der Eingabe des Winkels wählen Sie die
Werkzeug-Achse mit einer Achswahltaste.
ú
Koordinate für die Höhe der Schraubenlinie inkre-
mental eingeben
ú
Drehsinn DR
Schraubenlinie im Uhrzeigersinn: DR–
Schraubenlinie gegen den Uhrzeigersinn: DR+
ú
Radiuskorrektur RL/RR/R0
Radiuskorrektur nach Tabelle eingeben
NC-Beispielsätze
12 CC X+40 Y+25
13 Z+0 F100 M3
14 LP PR+3 PA+270 RL F50
15 CP IPA1800 IZ+5 DR
Y
X
Z
25
40
5
270°
R3
CC
6.5 Bahnbew
egung
en – P
olar
k
oor
dinat
en
GKAP6.PM6
28.06.2006, 12:42
125