8 sonder -zyklen – HEIDENHAIN TNC 426 (280 474) Benutzerhandbuch
Seite 273
257
HEIDENHAIN TNC 426, TNC 430
X
Y
T
TOLERANZ (Zyklus 32)
Das schnelle Konturfräsen wird vom Maschinenhersteller
an TNC und Maschine angepaßt. Beachten Sie Ihr
Maschinenhandbuch.
Die TNC glättet automatisch die Kontur zwischen beliebigen
(unkorrigierten oder korrigierten) Konturelementen. Dadurch
verfährt das Werkzeug kontinuierlich auf der Werkstück-Oberfläche.
Falls erforderlich, reduziert die TNC den programmierten Vorschub
automatisch, so daß das Programm immer „ruckelfrei“ mit der
schnellstmöglichen Geschwindigkeit von der TNC abgearbeitet
wird. Die Oberflächengüte wird erhöht und die Maschinenmechanik
geschont.
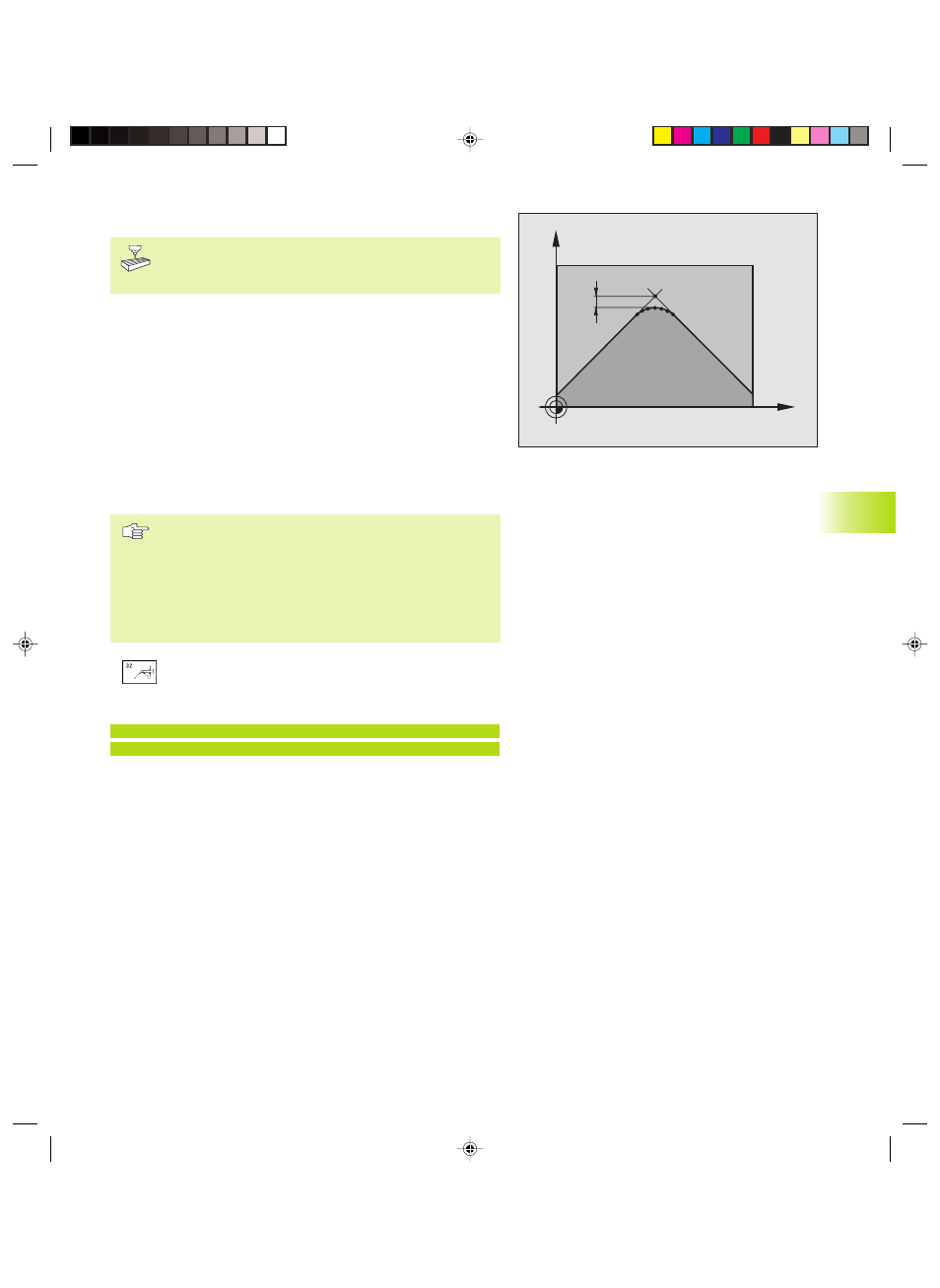
Durch das Glätten entsteht eine Konturabweichung. Die Größe der
Konturabweichung (TOLERANZWERT) ist in einem Maschinen-
Parameter von Ihrem Maschinenhersteller festgelegt. Mit dem
Zyklus 32 verändern Sie den voreingestellten Toleranzwert (siehe
Bild rechts oben).
Beachten Sie vor dem Programmieren
Zyklus 32 ist DEF-Aktiv, daß heißt ab seiner Definition im
Programm wirksam.
Sie setzen Zyklus 32 zurück, indem Sie den Zyklus 32
erneut definieren und die Dialogfrage nach dem
TOELRANZWERT mit NO ENT bestätigen. Die voreinge-
stellte Toleranz wird durch das Rücksetzen wieder aktiv:
ú
Toleranzwert: Zulässige Konturabweichung in mm
NC-Beispielsätze
95 CYCL DEF 32.0 TOLERANZ
96 CYCL DEF 32.1 T0.05
8.8 Sonder
-Zyklen
KKAP8.PM6
28.06.2006, 12:42
257