4 zusatz-f unktionen für das bahn v e rhalt en – HEIDENHAIN TNC 426 (280 474) Benutzerhandbuch
Seite 165
149
HEIDENHAIN TNC 426, TNC 430
Definierten Rundungskreis zwischen
Geradenstücken einfügen: M112
Aus Kompatibilitätsgründen ist die Funktion M112 weiterhin
verfügbar. Um die Toleranz beim schnellen Konturfräsen festzule-
gen, empfiehlt HEIDENHAIN jedoch die Verwendung des Zyklus
TOLERANZ (siehe „8.8 Sonder-Zyklen“)
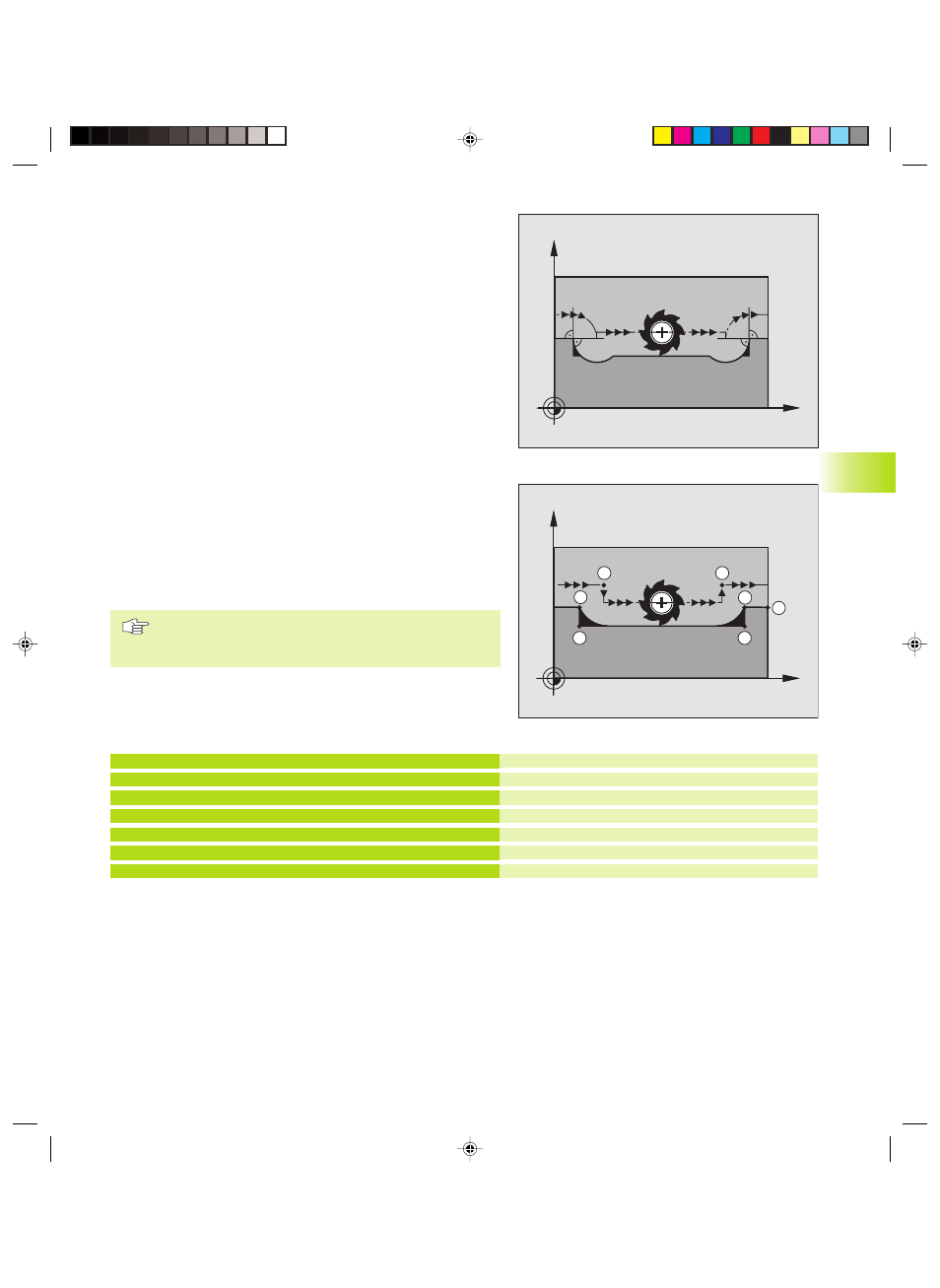
Kleine Konturstufen bearbeiten: M97
Standardverhalten
Die TNC fügt an der Außenecke einen Übergangskreis ein. Bei sehr
kleinen Konturstufen würde das Werkzeug dadurch die Kontur
beschädigen. Siehe Bild rechts oben.
Die TNC unterbricht an solchen Stellen den Programmlauf und gibt
die Fehlermeldung „Werkzeug-Radius zu groß“ aus.
Verhalten mit M97
Die TNC ermittelt einen Bahnschnittpunkt für die Konturelemente –
wie bei Innenecken – und fährt das Werkzeug über diesen Punkt.
Siehe Bild rechts unten.
Programmieren Sie M97 in dem Satz, in dem der Außeneckpunkt
festgelegt ist.
Wirkung
M97 wirkt nur in dem Programmsatz, in dem M97 programmiert ist.
Die Konturecke wird mit M97 nur unvollständig bearbei-
tet. Eventuell müssen Sie die Konturecke mit einem
kleineren Werkzeug nachbearbeiten.
7.4 Zusatz-F
unktionen für das Bahn
v
e
rhalt
en
X
Y
X
Y
S
16
17
15
14
13
S
Großer Werkzeug-Radius
Konturpunkt 13 anfahren
Kleine Konturstufe 13 und 14 bearbeiten
Konturpunkt 15 anfahren
Kleine Konturstufe 15 und 16 bearbeiten
Konturpunkt 17 anfahren
NC-Beispielsätze
5
TOOL DEF L ... R+20
...
13
L X ... Y ... R.. F .. M97
14
L IY0,5 .... R .. F..
15
L IX+100 ...
16
L IY+0,5 ... R .. F.. M97
17
L X .. Y ...
HKAP7.PM6
28.06.2006, 12:42
149