Unit „icp gewindebohren c-achse, 5 units – bohr en c-a c hse – HEIDENHAIN SW 548328-05 DIN Programming Benutzerhandbuch
Seite 101
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
101
2.5 Units – Bohr
en C-A
c
hse
Unit „ICP Gewindebohren C-Achse“
Die Unit bearbeitet eine einzelne Gewindebohrung oder ein
Bohrmuster auf der Stirn- oder Mantelfläche. Die Positionen der
Gewindebohrungen sowie weitere Details spezifizieren Sie mit ICP.
Unitname: G73_ICP_C / Zyklus: G73 (siehe Seite 316)
Verwenden Sie die Ausziehlänge bei Spannzangen mit
Längenausgleich. Der Zyklus berechnet auf Basis der Gewindetiefe,
der programmierten Steigung und der Ausziehlänge eine neue Nenn-
Steigung. Die Nenn-Steigung ist etwas kleiner als die Steigung des
Gewindebohrers. Bei der Erstellung des Gewindes wird der Bohrer
um die „Ausziehlänge“ aus dem Spannfutter herausgezogen. Damit
erreichen Sie bessere Standzeiten bei Gewindebohrern.
Formular Global
G14
Werkzeugwechselpunkt
Keine Achse
0: simultan
1: erst X, dann Z
2: erst Z, dann X
3: nur X
4: nur Z
5: nur Y-Richtung
6: simultan mit Y (X-, Y- und Z-Achse fahren diagonal)
CLT
Kühlmittel
0: ohne
1: Kreislauf 1 ein
2: Kreislauf 2 ein
SCK
Sicherheitsabstand Zustellrichtung: Sicherheitsabstand in
der Zustellrichtung bei Bohr- und Fräsbearbeitungen.
BP
Pausendauer: Zeitspanne für die Unterbrechung der
Vorschubbewegung zum Spanbrechen.
BF
Vorschubdauer: Zeitintervall bis die nächsten Pause
ausgeführt wird. Durch das Unterbrechen der
Vorschubbewegung wird der Span gebrochen.
Weitere Formulare: siehe Seite 58
Zugriff zur Technologie-Datenbank:
Bearbeitungsart: Gewindebohren
beeinflusste Parameter: S
Formular Muster
FK
NS
Startsatznummer Kontur
Formular Zyklus
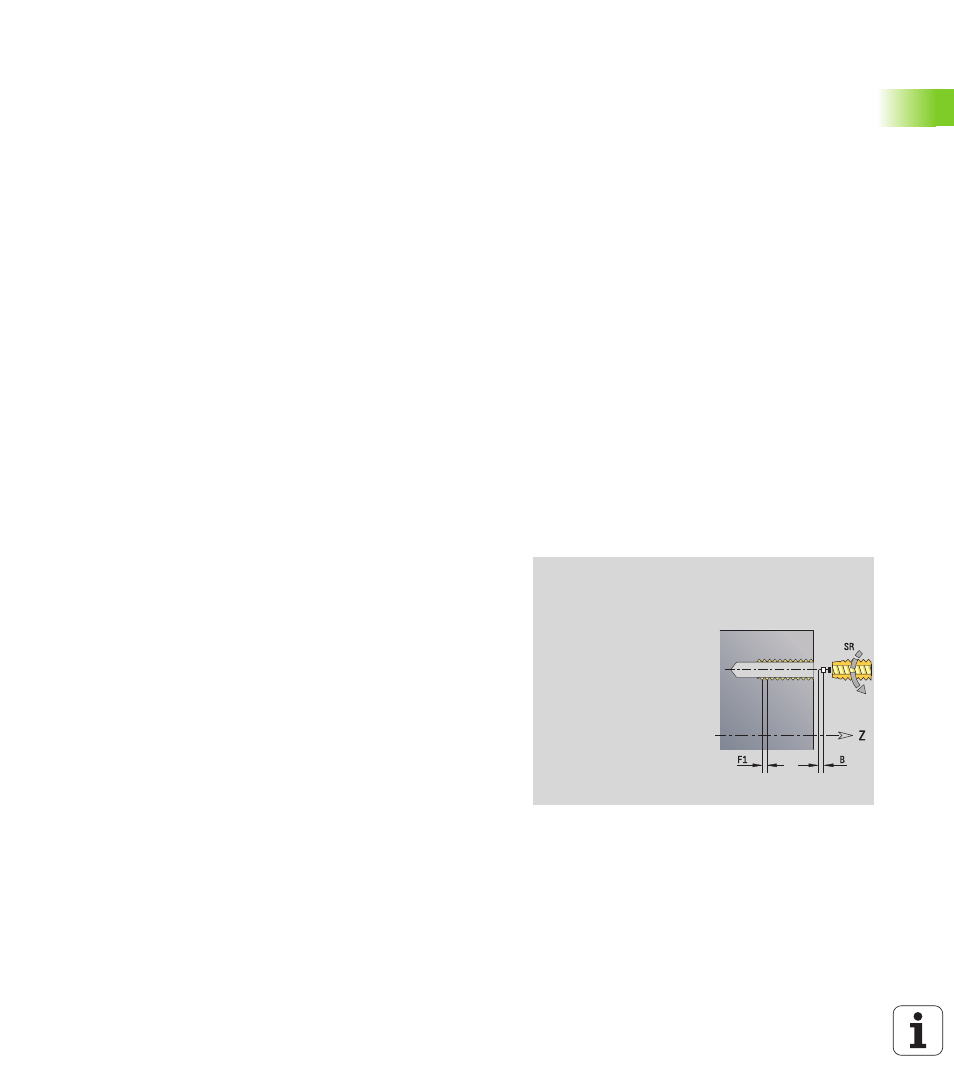
F1
Gewindesteigung
B
Anlauflänge
L
Ausziehlänge bei Verwendung von Spannzangen mit
Längenausgleich (default: 0)
SR
Rückzugsdrehzahl (default: Drehzahl des Gewindebohrens)
RB
Rückzugsebene
Weitere Formulare: siehe Seite 58