Unit „gewindebohrmuster zirkular mantelfläche, 5 units – bohr en c-a c hse – HEIDENHAIN SW 548328-05 DIN Programming Benutzerhandbuch
Seite 99
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
99
2.5 Units – Bohr
en C-A
c
hse
Unit „Gewindebohrmuster zirkular
Mantelfläche“
Die Unit erstellt ein zirkulares Gewindebohrmuster auf der
Mantelfläche.
Unitname: G73_Cir_Mant_C / Zyklus: G73 (siehe Seite 316)
Verwenden Sie die Ausziehlänge bei Spannzangen mit
Längenausgleich. Der Zyklus berechnet auf Basis der Gewindetiefe,
der programmierten Steigung und der Ausziehlänge eine neue Nenn-
Steigung. Die Nenn-Steigung ist etwas kleiner als die Steigung des
Gewindebohrers. Bei der Erstellung des Gewindes wird der Bohrer
um die „Ausziehlänge“ aus dem Spannfutter herausgezogen. Damit
erreichen Sie bessere Standzeiten bei Gewindebohrern.
Zugriff zur Technologie-Datenbank:
Bearbeitungsart: Gewindebohren
beeinflusste Parameter: S
Formular Muster
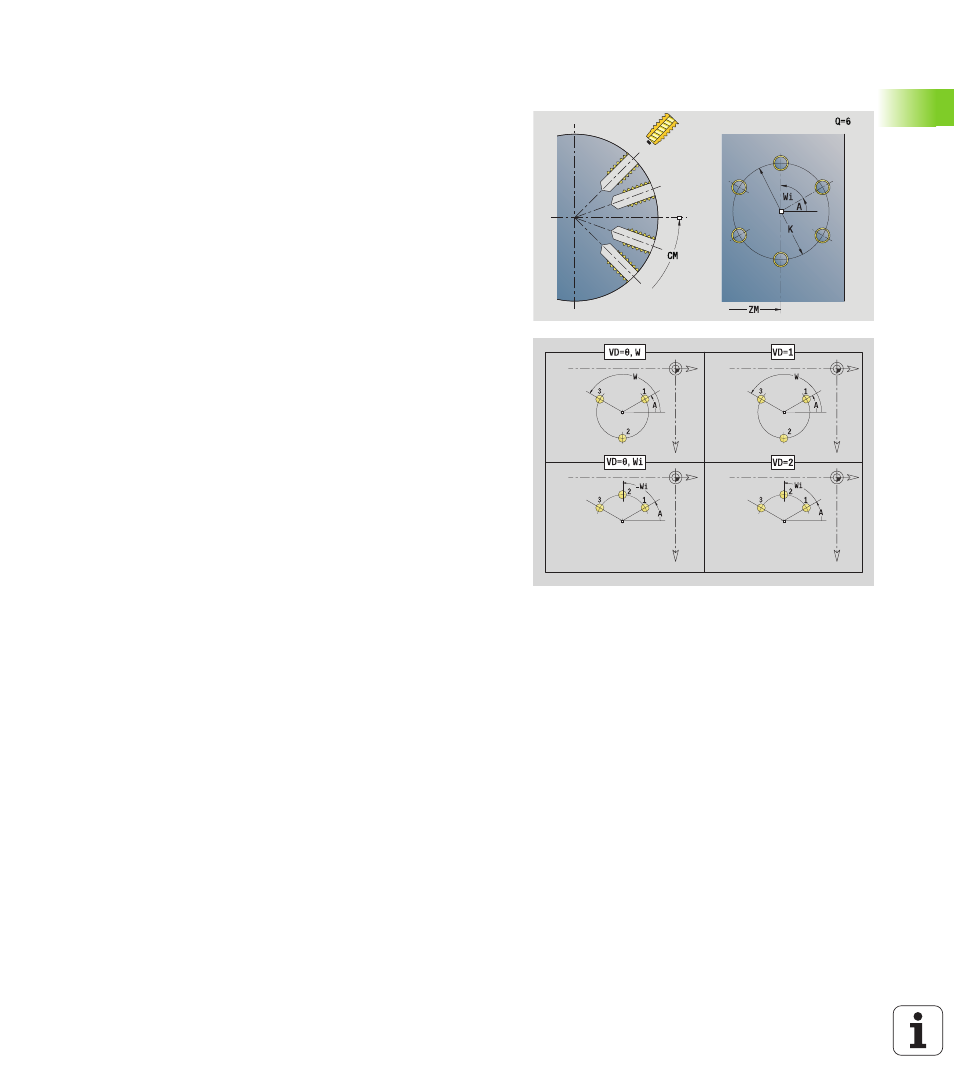
Q
Anzahl der Bohrungen
ZM, CM
Mustermittelpunkt
A
Anfangswinkel
Wi
Winkelinkrement
K
Musterdurchmesser
W
Endwinkel
VD
Umlaufrichtung (default: 0)
VD=0, ohne W: Vollkreisaufteilung
VD=0, mit W: Aufteilung auf längerem Kreisbogen
VD=0, mit Wi: Vorzeichen von Wi bestimmt die
Richtung (Wi<0: im Uhrzeigersinn)
VD=1, mit W: im Uhrzeigersinn
VD=1, mit Wi: im Uhrzeigersinn (Vorzeichen von Wi ist
ohne Bedeutung)
VD=2, mit W: gegen den Uhrzeigersinn
VD=2, mit Wi: gegen den Uhrzeigersinn (Vorzeichen von
Wi ist ohne Bedeutung)
Formular Zyklus
X1
Startpunkt Bohrung (Durchmessermaß)
X2
Endpunkt Bohrung (Durchmessermaß)
F1
Gewindesteigung
B
Anlauflänge
L
Ausziehlänge bei Verwendung von Spannzangen mit
Längenausgleich (default: 0)
SR
Rückzugsdrehzahl (default: Drehzahl des
Gewindebohrens)
RB
Rückzugsebene
Weitere Formulare: siehe Seite 58