HEIDENHAIN SW 548328-05 DIN Programming Benutzerhandbuch
Seite 412
412
DIN-Programmierung
4.35 G-F
u
nktionen aus V
o
rg
äng
e
rst
e
uer
u
ng
en
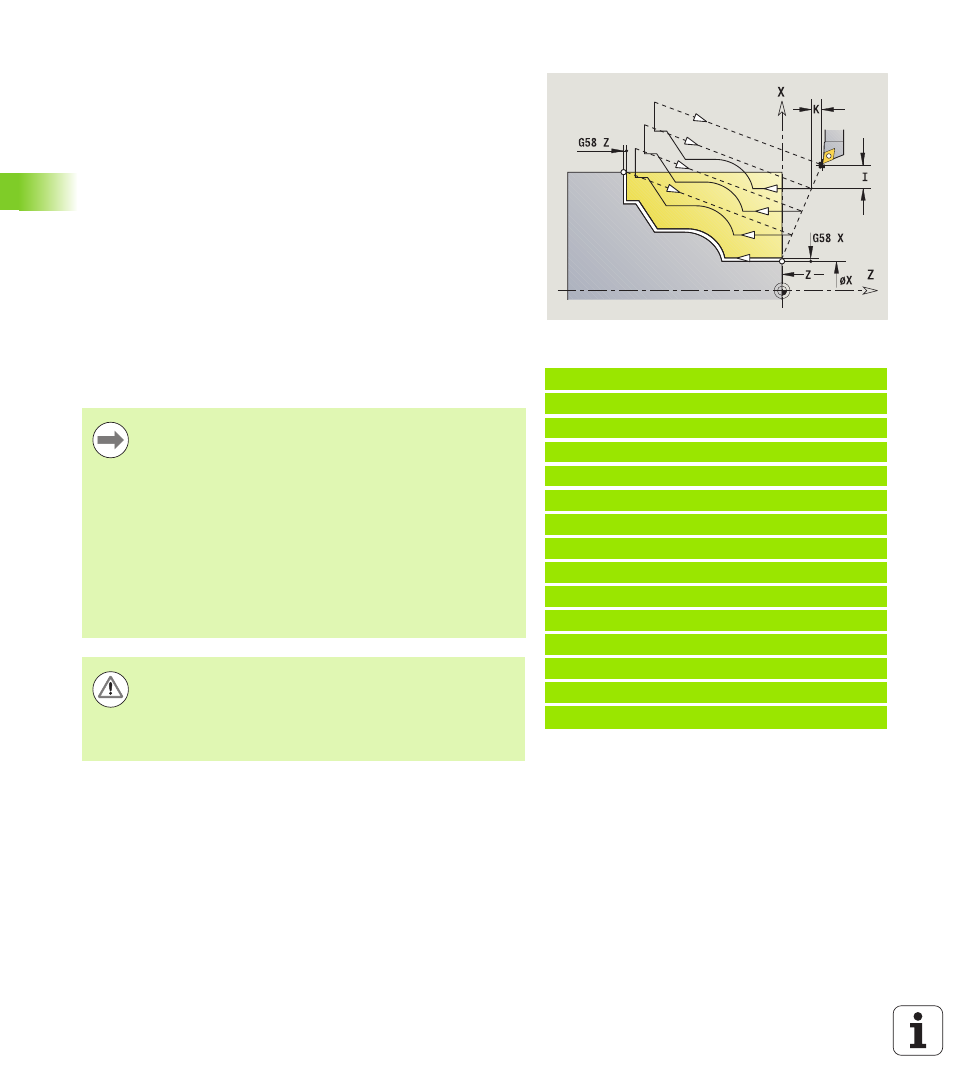
Konturwiederholzyklus G83
G83 führt mehrfach die in den Folgesätzen programmierten
Funktionen (einfache Verfahrwege oder Zyklen ohne
Konturbeschreibung) aus. G80 beendet den Bearbeitungszyklus.
Ist die Zahl der Zustellungen in X- und Z-Richtung unterschiedlich, wird
zunächst in beiden Richtungen mit den programmierten Werten
gearbeitet. Die Zustellung wird auf Null gesetzt, wenn für eine
Richtung der Zielwert erreicht ist.
Programmierung:
G83 steht allein im Satz
G83 darf nicht geschachtelt werden, auch nicht durch den Aufruf
von Unterprogrammen
Beispiel: G83
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G83 X80 Z0 I4 K0.3
N4 G0 X80 Z0
N5 G1 Z-15 B-1
N6 G1 X102 B2
N7 G1 Z-22
N8 G1 X90 Zi-12 B1
N9 G1 Zi-6
N10 G1 X100 A80 B-1
N11 G1 Z-47
N12 G1 X110
N13 G0 Z2
N14 G80
Parameter
X
Zielpunkt Kontur (Durchmessermaß) – (default: Übernahme
der letzten X-Koordinate)
Z
Zielpunkt Kontur (default: Übernahme der letzten Z-Koordinate)
I
Maximale Zustellung in X-Richtung (Radiusmaß) – (default: 0)
K
Maximale Zustellung in Z-Richtung (default: 0)
Die Schneidenradiuskorrektur wird nicht
durchgeführt. Sie können die SRK mit G40..G42 separat
programmieren.
Sicherheitsabstand nach jedem Schnitt: 1mm
Ein G57-Aufmaß
wird vorzeichenrichtig verrechnet (daher sind
Aufmaße bei Innenbearbeitungen nicht möglich)
bleibt nach Zyklusende wirksam
Ein G58-Aufmaß
wird berücksichtigt, wenn Sie mit SRK arbeiten
bleibt nach Zyklusende wirksam
Achtung Kollisionsgefahr!
Nach einem Schnitt fährt das Werkzeug diagonal zurück,
um für den nächsten Schnitt zuzustellen. Programmieren
Sie, wenn nötig, einen zusätzlichen Eilgangweg, um eine
Kollision zu vermeiden.