Kontur- und figurfräszyklus stirnfläche g793, Seite 339, 26 f räszyklen – HEIDENHAIN SW 548328-05 DIN Programming Benutzerhandbuch
Seite 339
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
339
4.26 F
räszyklen
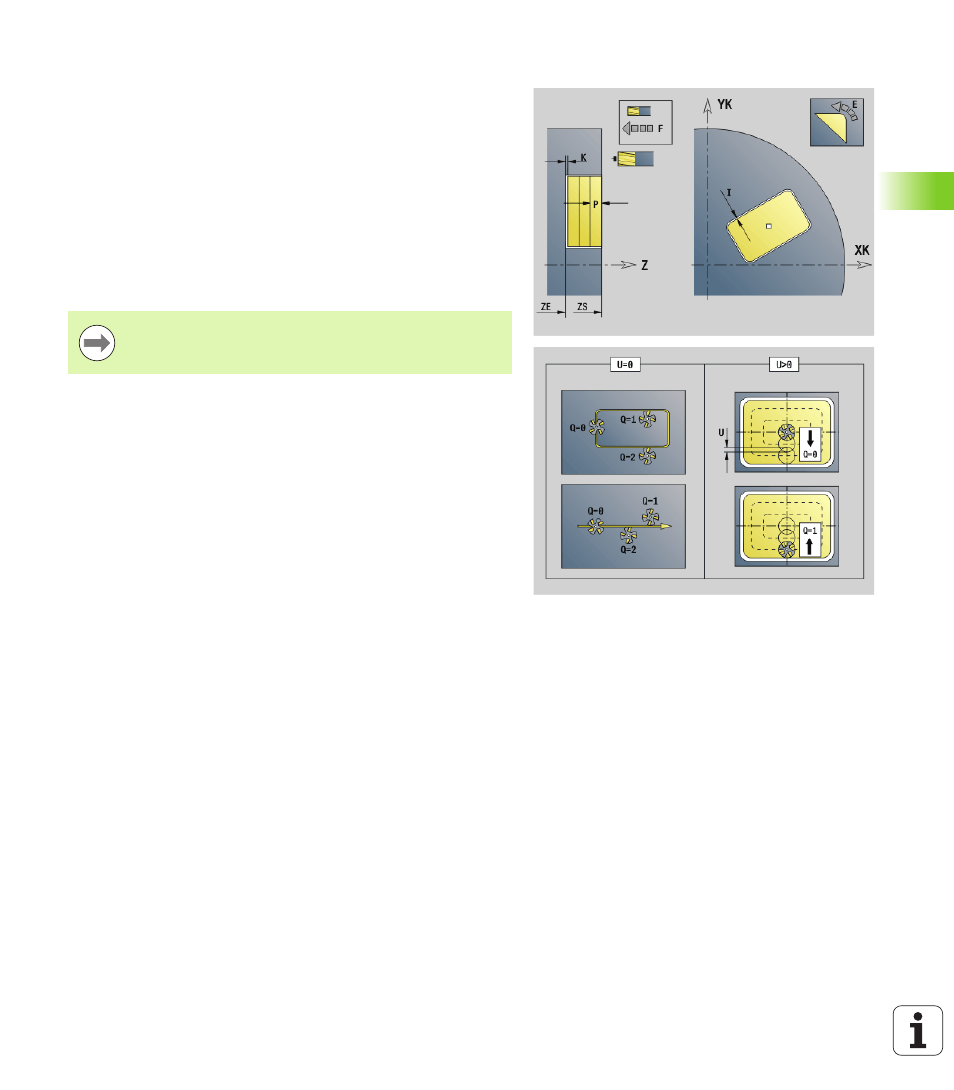
Kontur- und Figurfräszyklus Stirnfläche G793
G793 fräst Figuren oder „freie Konturen“ (offen oder geschlossen).
Dem G793 folgt:
die zu fräsende Figur mit:
Konturdefinition der Figur (G301..G307) – Siehe „Stirn-/
Rückseitenkonturen” auf Seite 223.
Abschluss der Fräskontur (G80)
die freie Kontur mit:
Anfangspunkt der Fräskontur (G100)
Fräskontur (G101, G102, G103)
Abschluss der Fräskontur (G80)
Benutzen Sie bevorzugt die Konturbeschreibung mit ICP
im Geometrieteil des Programms und die Zyklen G840,
G845 sowie G846.
Parameter
ZS
Fräsoberkante
ZE
Fräsgrund
P
Maximale Zustellung (default: gesamte Tiefe in einer
Zustellung)
U
Überlappungsfaktor Kontur- oder Taschenfräsen (default: 0)
U=0: Konturfräsen
U>0: Taschenfräsen – minimale Überlappung der
Fräsbahnen = U*Fräserdurchmesser
R
Einfahrradius (Radius Ein-/Ausfahrbogen) – (default: 0)
R=0: Konturelement wird direkt angefahren; Zustellung auf
Anfahrpunkt oberhalb der Fräsebene – danach senkrechte
Tiefen-Zustellung
R>0: Fräser fährt Ein-/Ausfahrbogen, der tangential an das
Konturelement anschließt
R<0 bei Innenecken: Fräser fährt Ein-/Ausfahrbogen, der
tangential an das Konturelement anschließt
R<0 bei Außenecken: Länge lineares Ein-/Ausfahrelement;
Konturelement wird tangential an-/abgefahren
I
Aufmaß konturparallel
K
Aufmaß Z
F
Zustellvorschub
E
Reduzierter Vorschub für zirkulare Elemente (default: aktueller
Vorschub)
H
Fräslaufrichtung (default: 0): beeinflusst gemeinsam mit der
Drehrichtung des Fräsers die Fräsrichtung
0: Gegenlauf
1: Gleichlauf