Wellenbearbeitung, 4 bearbeit ungshin w eise – HEIDENHAIN SW 548328-05 DIN Programming Benutzerhandbuch
Seite 548
548
TURN PLUS
7.
4 Bearbeit
ungshin
w
eise
Wellenbearbeitung
TURN PLUS unterstützt bei Wellenteilen zusätzlich zur
Standardbearbeitung die rückseitige Bearbeitung der Außenkontur.
Damit können Wellen in einer Aufspannung bearbeitet werden. Im
Spannmitteldialog können Sie im Eingabe-Parameter V die
entsprechende Spannart für die Wellenbearbeitung (Welle/Futter
oder Welle/Stirnseitenmitnehmer) wählen.
TURN PLUS unterstützt nicht das Zurückziehen des Reitstocks und
überprüft nicht die Spannsituation.
Kriterium für eine „Welle“: Das Werkstück ist auf der Spindel- und
Reitstockseite gespannt.
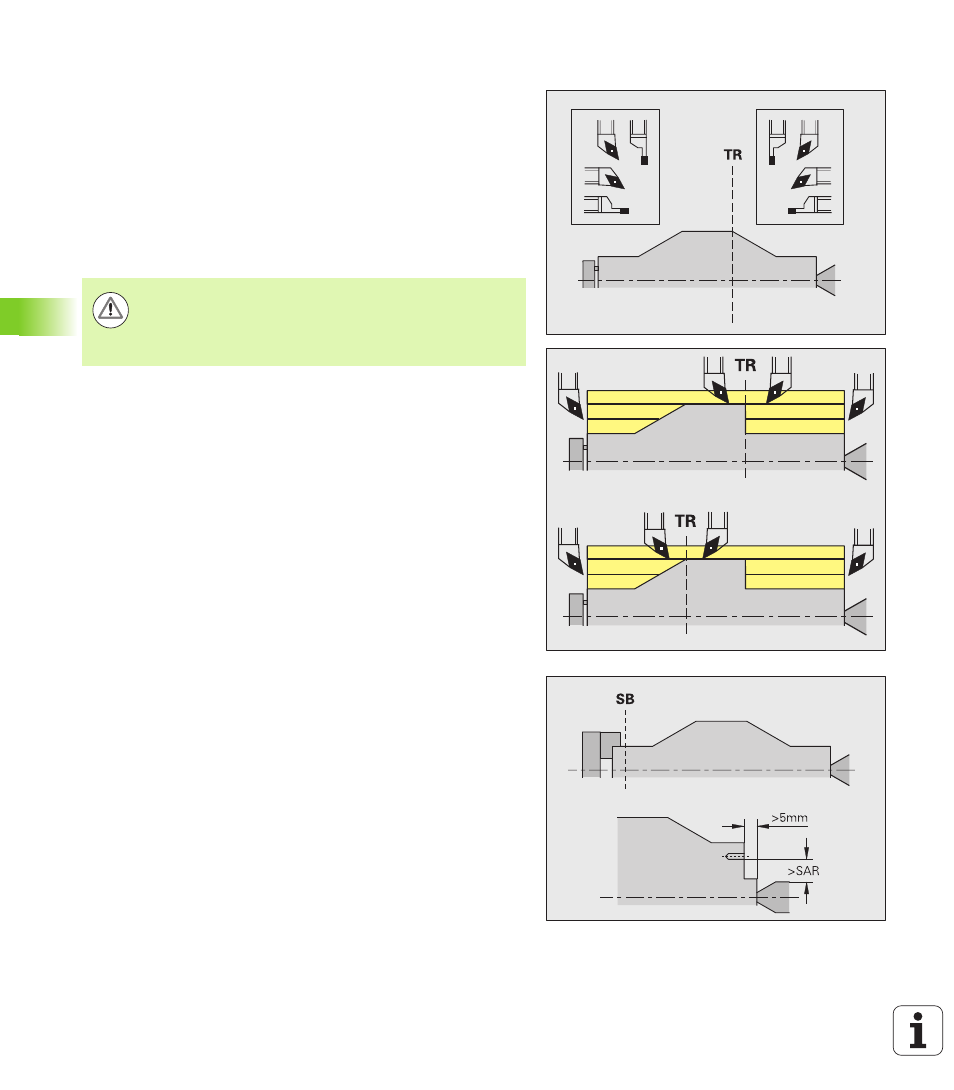
Trennpunkt (TR)
Der Trennpunkt (TR) teilt das Werkstück in vorderseitigen und
rückseitigen Bereich. Wenn Sie den Trennpunkt nicht angeben,
platziert TURN PLUS ihn an dem Übergang des größten auf einen
kleineren Durchmesser. Trennpunkte sollten Sie an Außenecken
platzieren.
Werkzeuge zur Bearbeitung des
vorderseitigen Bereichs: Hauptbearbeitungsrichtung „– Z“; bzw.
vorrangig „linke“ Stech- oder Gewindewerkzeuge, etc.
rückseitigen Bereichs: Hauptbearbeitungsrichtung „+ Z“; bzw.
vorrangig „rechte“ Stech- oder Gewindewerkzeuge, etc.
Trennpunkt setzen/ändern: Siehe „Trennpunkt G44” auf Seite 215.
Schutzbereiche für die Bohr- und Fräsbearbeitung
TURN PLUS bearbeitet Bohr- und Fräskonturen auf den Planflächen
(Stirn- und Rückseite) unter folgenden Bedingungen:
der (horizontale) Abstand zur Planfläche ist > 5 mm, oder
der Abstand zwischen Spannmittel und Bohr-/Fräskontur ist > SAR
(SAR: siehe Anwender-Parameter).
Ist die Welle spindelseitig in Backen gespannt, berücksichtigt TURN
PLUS die Schnittbegrenzung O.
Achtung Kollisionsgefahr
TURN PLUS überprüft nicht die Kollisionssituation bei der
Planbearbeitung oder bei Arbeiten auf der Stirn- und
Rückseite.