Werkzeug-wechselpunkt g14, Werkzeug-wechselpunkt definieren g140, 9 w e rk z e ug positionier en – HEIDENHAIN SW 548328-05 DIN Programming Benutzerhandbuch
Seite 240
240
DIN-Programmierung
4.9 W
e
rk
z
e
ug positionier
en
Werkzeug-Wechselpunkt G14
G14 verfährt im Eilgang zum Werkzeug-Wechselpunkt. Die
Koordinaten des Wechselpunktes legen Sie im Einrichtebetrieb fest.
Werkzeug-Wechselpunkt definieren G140
G140 definiert die Position des unter D angegebenen
Werkzeugwechselpunktes. Diese Position kann mit G14 angefahren
werden.
Beispiel: G14
. . .
N1 G14 Q0 [Werkzeug-Wechselpunkt
anfahren]
N2 T3 G95 F0.25 G96 S200 M3
N3 G0 X0 Z2
. . .
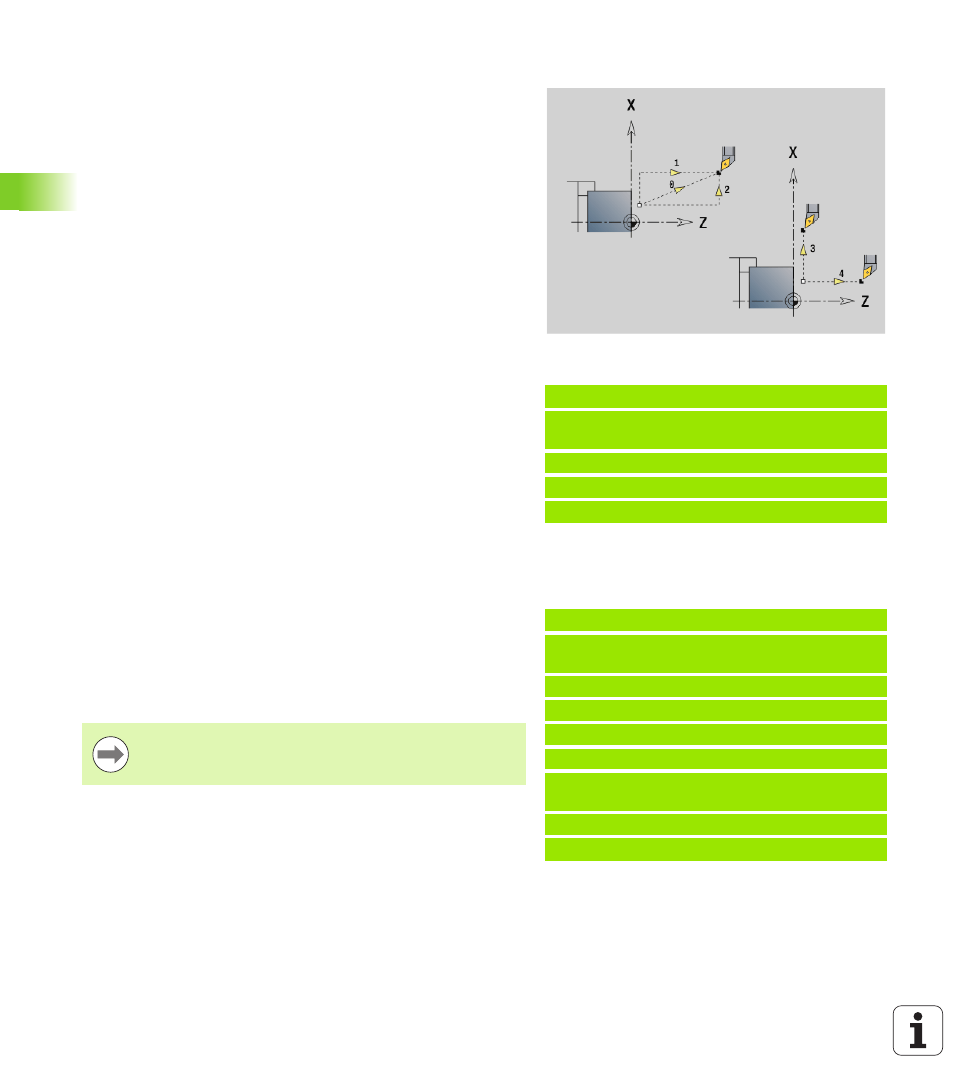
Parameter
Q
Reihenfolge, bestimmt den Ablauf der Verfahrbewegungen
(default: 0)
0: diagonaler Verfahrweg
1: erst X-, dann Z-Richtung
2: erst Z-, dann X-Richtung
3: nur X-Richtung, Z bleibt unverändert
4: nur Z-Richtung, X bleibt unverändert
D
Nummer - des anzufahrenden Werkzeugwechselpunktes (0-2)
(default =0, Wechselpunkt aus Parametern)
Beispiel: G140
. . .
N1 G14 Q0 [Wkz-Wechselpunkt aus
Parameter]
N2 T3 G95 F0.25 G96 S200 M3
N3 G0 X40 Z10
N5 G140 D1 X100 Z100 [WWP-Nr.1 setzen]
N6 G14 Q0 D1 [WWP-Nr.1 anfahren]
N7 G140 D2 X150 [WWP-Nr.2 setzen, Z
kommt aus Parametern]
N8 G14 Q0 D2 [WWP-Nr.2 anfahren]
. . .
Parameter
D
Nummer des Werkzeugwechselpunktes (1-2)
X
Durchmesser – Position des Werkzeugwechselpunktes
Z
Länge – Position des Werkzeugwechselpunktes
Fehlende Parameter bei X, Z werden mit den Werten aus
dem Werkzeugwechselpunkt-Parameter ergänzt.