Siehe seite 357), A1 (siehe seite 357, Siehe seite 357 – HEIDENHAIN SW 548328-05 DIN Programming Benutzerhandbuch
Seite 357: 26 f räszyklen
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
357
4.26 F
räszyklen
G845 – Vorbohrpositionen ermitteln
Der „G845 A1 ..“ ermittelt die Vorbohrpositionen und speichert Sie
unter der in „NF“ angegebenen Referenz. Der Zyklus berücksichtigt
bei der Berechnung der Vorbohrpositionen den Durchmesser des
aktiven Werkzeugs. Wechseln Sie deshalb vor Aufruf des „G845 A1
..“ den Bohrer ein. Programmieren Sie nur die in folgender Tabelle
aufgeführten Parameter.
Siehe auch:
G845 – Grundlagen: Seite 356
G845 – Fräsen: Seite 358
Parameter – Vorbohrpositionen ermitteln
ID
Fräskontur – Name der zu fräsenden Kontur
NS
Startsatznummer Kontur
Figuren: Satznummer der Figur
Freie geschlossene Kontur: ein Konturelement (nicht
Startpunkt)
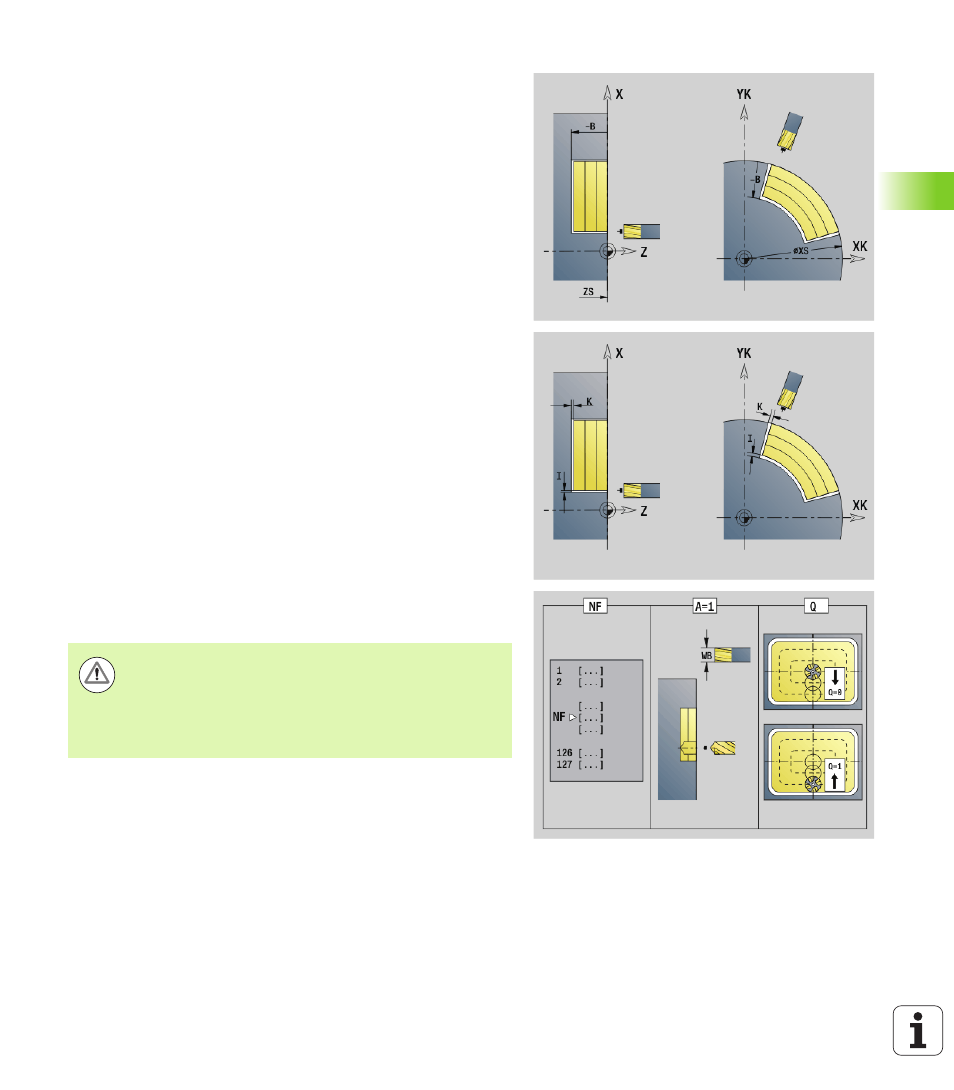
B
Frästiefe (default: Tiefe aus der Konturbeschreibung)
XS
Fräsoberkante Mantelfläche (ersetzt die Referenzebene aus
der Konturbeschreibung)
ZS
Fräsoberkante Stirnfläche (ersetzt die Referenzebene aus der
Konturbeschreibung)
I
Aufmaß in X-Richtung (Radiusmaß)
K
Aufmaß in Z-Richtung
Q
Bearbeitungsrichtung (default: 0)
0: von innen nach außen
1: von außen nach innen
A
Ablauf „Vorbohrpositionen ermitteln“: A=1
NF
Positions-Marke – Referenz, unter der der Zyklus die
Vorbohrpositionen speichert [1..127].
WB
Eintauchlänge – Durchmesser Fräswerkzeug
Der G845 überschreibt Vorbohrpositionen, die noch
unter der Referenz „NF“ gespeichert sind.
Der Parameter „WB“ wird sowohl beim Ermitteln der
Vorbohrpositionen, als auch beim Fräsen benutzt. Beim
Ermitteln der Vorbohrpositionen beschreibt „WB“ den
Durchmesser des Fräswerkzeugs.