Aufbohren, senken g72, Seite 315, 22 bohrzyklen – HEIDENHAIN SW 548328-05 DIN Programming Benutzerhandbuch
Seite 315
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
315
4.22 Bohrzyklen
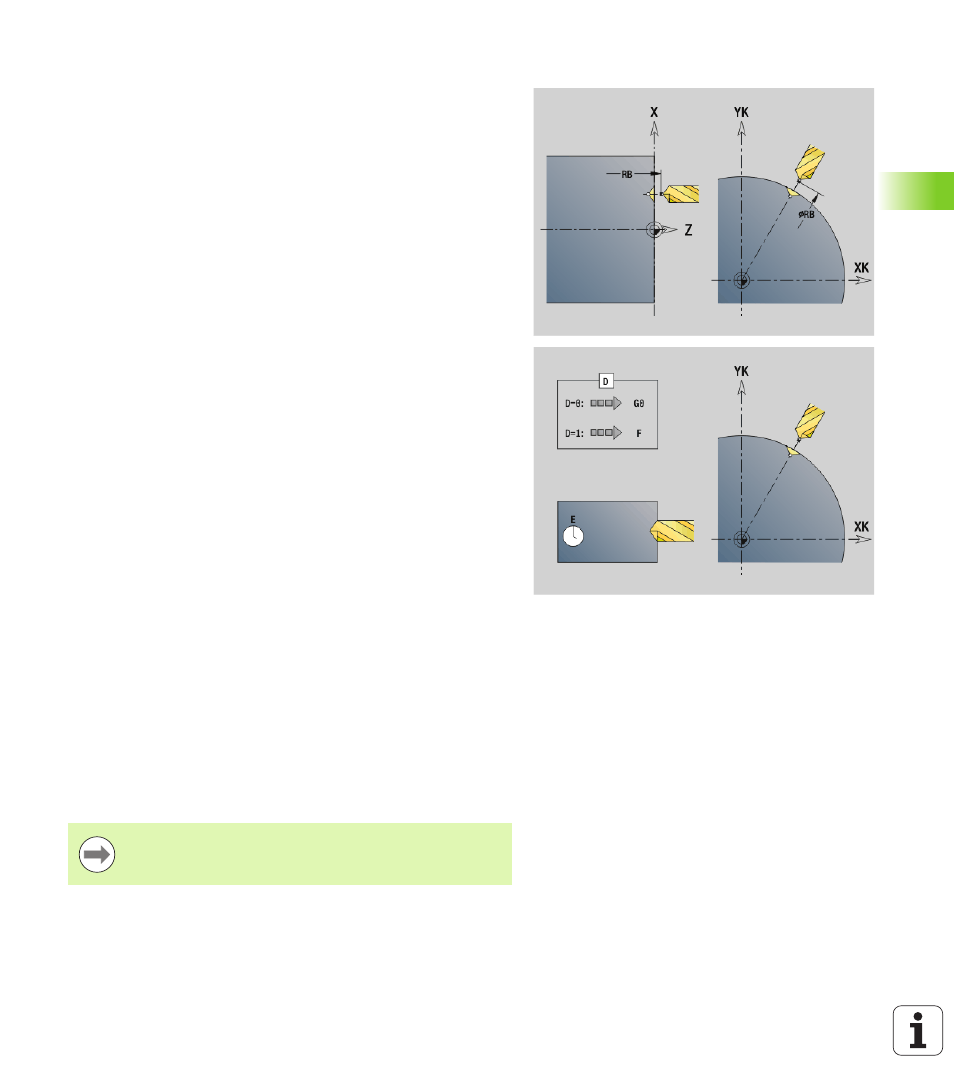
Aufbohren, Senken G72
G72 wird eingesetzt für Bohrungen mit Konturbeschreibung
(Einzelbohrung oder Lochmuster). Verwenden Sie G72 für folgende
axiale/radiale Bohr-Funktionen mit feststehenden oder angetriebenen
Werkzeugen:
Aufbohren
Senken
Reiben
NC-Anbohren
Zentrieren
Parameter
ID
Bohrkontur – Name der Bohrungsbeschreibung
NS
Satznummer Kontur. Referenz auf die Kontur der Bohrung
(G49-, G300- oder G310-Geo)
E
Verweilzeit zum Freischneiden am Bohrungsende (in
Sekunden) – (default: 0)
D
Rückzugsart (default: 0)
0: Eilgang
1: Vorschub
BS
Anfang Elementnummer (Nummer der ersten zu
bearbeitenden Bohrung eines Musters)
BE
Ende Elementnummer (Nummer der letzten zu bearbeitenden
Bohrung eines Musters)
H
(Spindel-)Bremse aus (default: 0)
0: Spindelbremse ein
1: Spindelbremse aus
Zyklusablauf
1
Fährt abhängig von „RB“ im Eilgang den „Startpunkt“ an:
RB nicht programmiert: fährt bis auf Sicherheitsabstand an
RB programmiert: fährt auf die Position „RB“ und fährt dann
auf Sicherheitsabstand an
2
Bohrt mit Vorschubreduzierung (50 %) an.
3
Fährt im Vorschub bis Bohrungs-Ende.
4
Rückzug, abhängig von „D“ im Eilgang/Vorschub.
5
Rückzugsposition ist abhängig von „RB“:
RB nicht programmiert: Rückzug auf den „Startpunkt“
RB programmiert: Rückzug auf die Position „RB“
Lochmuster: „NS" zeigt auf die Kontur der Bohrung, nicht
auf die Musterdefinition.