2 units – schruppen, Unit „schruppen längs icp, Siehe seite 65) – HEIDENHAIN SW 548328-05 DIN Programming Benutzerhandbuch
Seite 65: 2 units – sc hr uppen 2.2 units – schruppen
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
65
2.2 Units – Sc
hr
uppen
2.2
Units – Schruppen
Unit „Schruppen längs ICP“
Die Unit zerspant die im Abschnitt FERTIGTEIL beschriebene Kontur
von „NS nach NE“. Wird in FK eine Hilfskontur angegeben, wird diese
verwendet.
Unitname: G810_ICP / Zyklus: G810 (siehe Seite 261)
Zugriff zur Technologie-Datenbank:
Bearbeitungsart: Schruppen
beeinflusste Parameter: F, S, E, P
Formular Kontur: siehe Seite 60
Formular Zyklus
I, K
Aufmaß in X-, Z-Richtung (I: Durchmessermaß)
P
Maximale Zustellung
E
Eintauchverhalten
E=0: fallende Konturen nicht bearbeiten
E>0: Eintauchvorschub bei der Bearbeitung von
fallenden Konturelementen. Fallende Konturelemente
werden bearbeitet.
Keine Eingabe: Der Eintauchvorschub wird, bei der
Bearbeitung von fallenden Konturelementen, reduziert –
maximal 50%. Fallende Konturelemente werden
bearbeitet.
SX, SZ
Schnittbegrenzung (SX: Durchmessermaß) – (default:
keine Schnittbegrenzung)
A
Anfahrwinkel (Bezug: Z-Achse) – (default: parallel zur
Z-Achse)
W
Abfahrwinkel (Bezug: Z-Achse) – (default: orthogonal zur
Z-Achse)
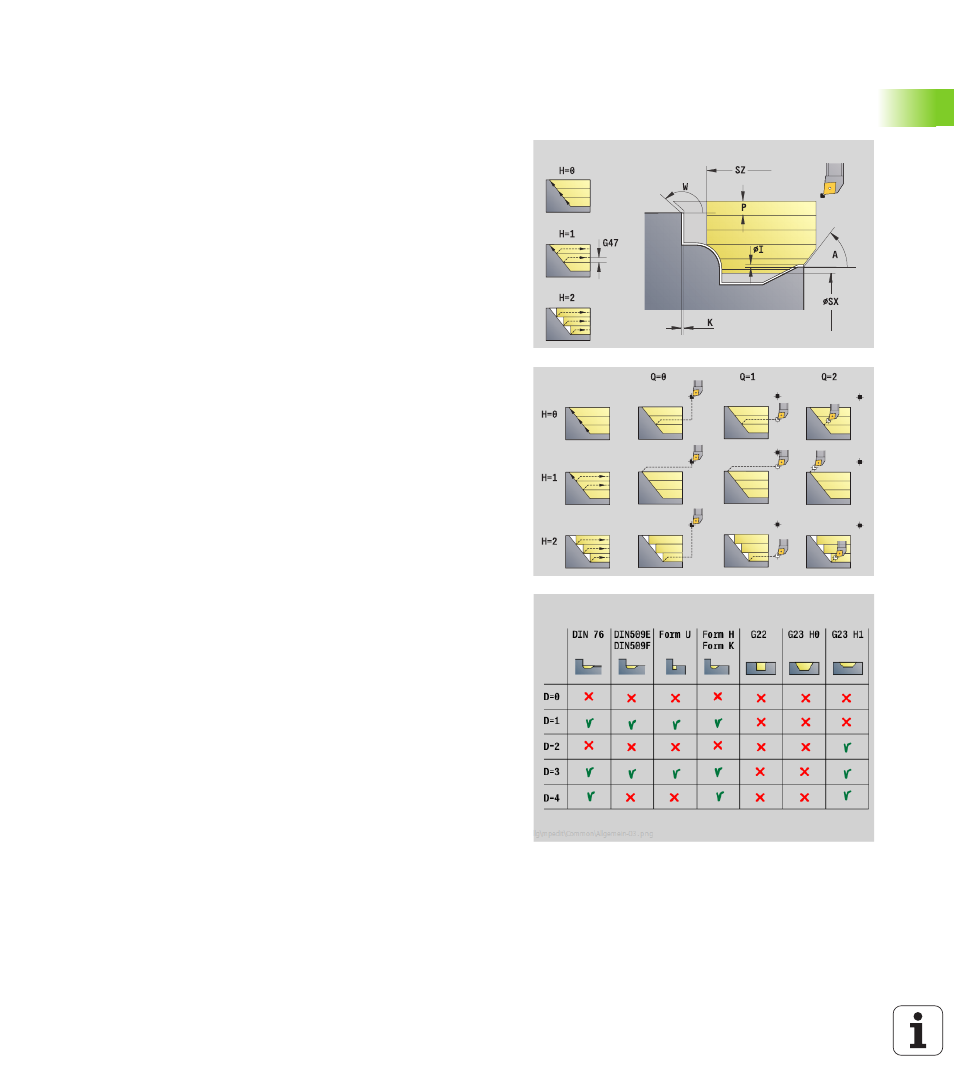
Q
Freifahrart bei Zyklusende
0: zurück zum Startpunkt (erst X- dann Z-Richtung)
1: positioniert vor der fertigen Kontur
2: hebt ab auf Sicherheitsabstand und stoppt
H
Konturglättung
0: nach jedem Schnitt entlang der Kontur (innerhalb des
Zustellbereichs)
1: Konturglättung nach dem letzten Schnitt (gesamte
Kontur); abheben unter 45°
2: keine Konturglättung; abheben unter 45°
D
Elemente ausblenden (siehe Bild)
O
Hinterschneidung ausblenden:
0: Hinterschneidungen werden bearbeitet
1: Hinterschneidungen werden nicht bearbeitet
Weitere Formulare: siehe Seite 58