Einfacher gewindezyklus g32, Siehe „einfacher gewindezyklus g32” auf seite 295, 1 9 gewindezyklen – HEIDENHAIN SW 548328-05 DIN Programming Benutzerhandbuch
Seite 295
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
295
4.1
9
Gewindezyklen
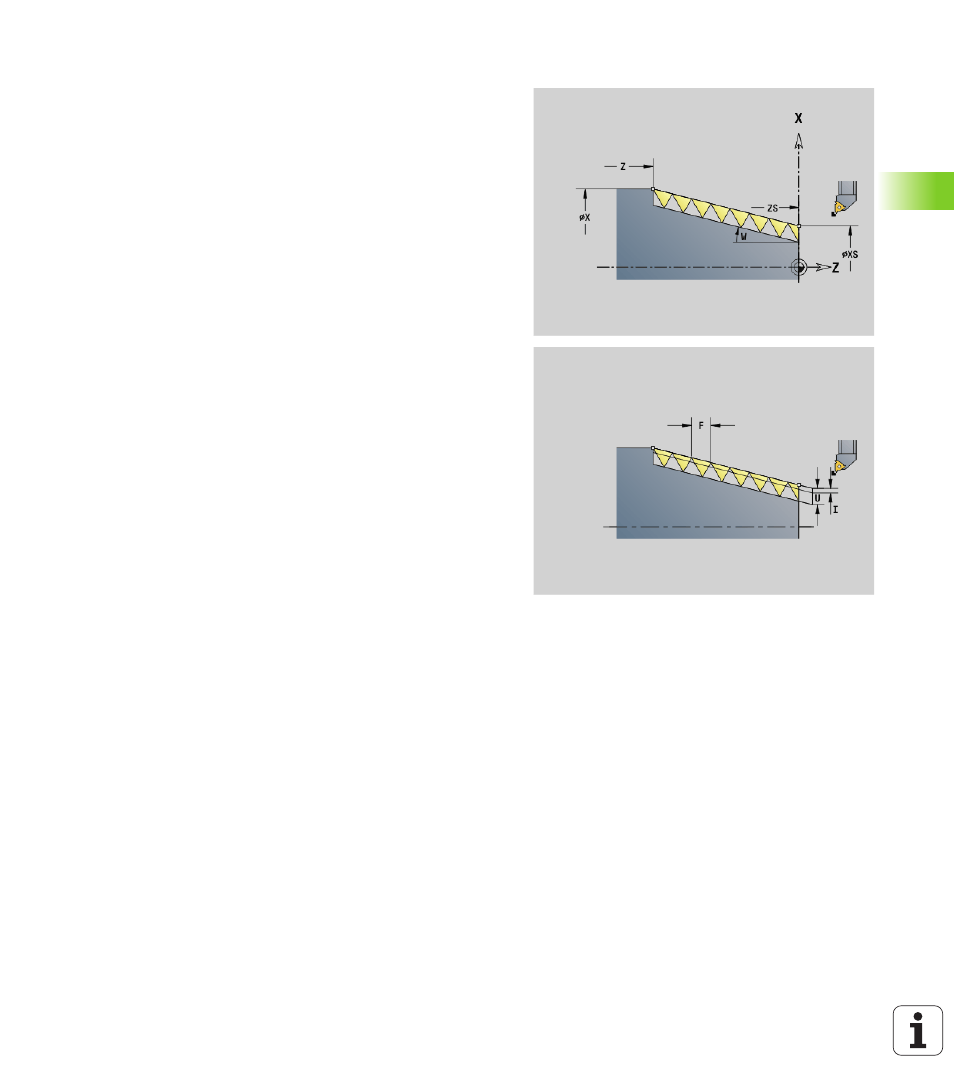
Einfacher Gewindezyklus G32
G32 erstellt ein einfaches Gewinde in beliebiger Richtung und Lage
(Längs-, Kegel- oder Plangewinde; Innen- oder Außengewinde).
Parameter
X
Endpunkt Gewinde (Durchmessermaß)
Z
Endpunkt Gewinde
XS
Anfangspunkt Gewinde (Durchmessermaß)
ZS
Anfangspunkt Gewinde
BD
Außen-/Innengewinde:
0: Außengewinde
1: Innengewinde
F
Gewindesteigung
U
Gewindetiefe
Keine Eingabe: die Gewindetiefe wird automatisch berechnet:
Außengewinde (0.6134 * F)
Innengewinde (0.5413 * F))
I
Maximale Schnitttiefe
IC
Anzahl Schnitte. Die Zustellung wird aus IC und U berechnet.
Nutzbar bei:
V=0 (konstanter Spanquerschnitt)
V=1(konstante Zustellung)
V
Zustellart (default: 0)
0: konstanter Spanquerschnitt bei allen Schnitten
1: konstante Zustellung
2: mit Restschnittaufteilung. Erste Zustellung=„Rest“ der
Division Gewindetiefe/Schnitttiefe. „Letzter Schnitt" wird in
1/2-, 1/4-, 1/8- und 1/8-Schnitt aufgeteilt.
3: Zustellung wird aus Steigung und Drehzahl berechnet
4: wie MANUALplus 4110
H
Versatzart zum Glätten der Gewindeflanken (default: 0)
0: ohne Versatz
1: Versatz von links
2: Versatz von rechts
3: Versatz abwechselnd rechts/links
K
Auslauflänge am Gewindeendpunkt (default: 0)
W
Kegelwinkel (Bereich: –45° < W < 45°) – (default: 0)
Lage des Kegelgewindes in Bezug zur Längs- oder Planachse:
W>0: steigende Kontur (in Bearbeitungsrichtung)
W<0: fallende Kontur