16 w e rk z e ug e, k o rr ekt u re n – HEIDENHAIN SW 548328-05 DIN Programming Benutzerhandbuch
Seite 259
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
259
4.16 W
e
rk
z
e
ug
e, K
o
rr
ekt
u
re
n
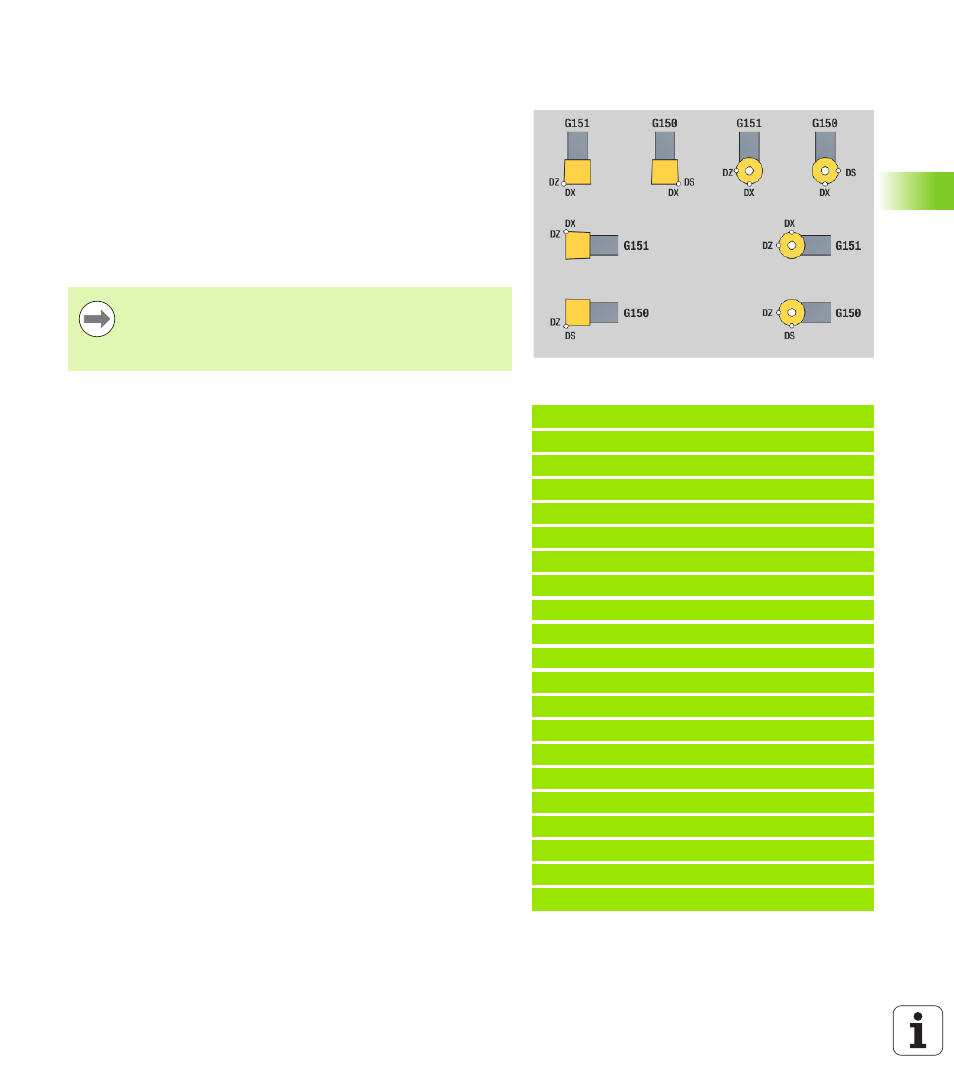
Verrechnung rechte Werkzeugspitze G150
Verrechnung linke Werkzeugspitze G151
G150/G151 legt bei Stech- und Pilzwerkzeugen den
Werkzeugbezugspunkt fest.
G150: Bezugspunkt rechte Werkzeugspitze
G151: Bezugspunkt linke Werkzeugspitze
G150/G151 gilt ab dem Satz, in dem es programmiert wird, und bleibt
wirksam bis
zum nächsten Werkzeugwechsel
Programmende.
Beispiel: G150, G151
. . .
N1 T3 G95 F0.25 G96 S160 M3
N2 G0 X62 Z2
N3 G0 Z-29.8
N4 G1 X50.4
N5 G0 X62
N6 G150
N7 G1 Z-20.2
N8 G1 X50.4
N9 G0 X62
N10 G151 [Einstechen Schlichten]
N11 G148 O0
N12 G0 X62 Z-30
N13 G1 X50
N14 G0 X62
N15 G150
N16 G148 O2
N17 G1 Z-20
N18 G1 X50
N19 G0 X62
. . .
Die angezeigten Istwerte beziehen sich immer auf die in
den Werkzeugdaten definierte Werkzeugspitze.
Bei Einsatz der SRK müssen Sie nach G150/G151 auch
G41/G42 anpassen.