26 f räszyklen – HEIDENHAIN SW 548328-05 DIN Programming Benutzerhandbuch
Seite 359
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
359
4.26 F
räszyklen
Parameter – Fräsen
A
Ablauf „Fräsen“: A=0 (default=0)
NF
Positions-Marke – Referenz, aus der der Zyklus die
Vorbohrpositionen ausliest [1..127].
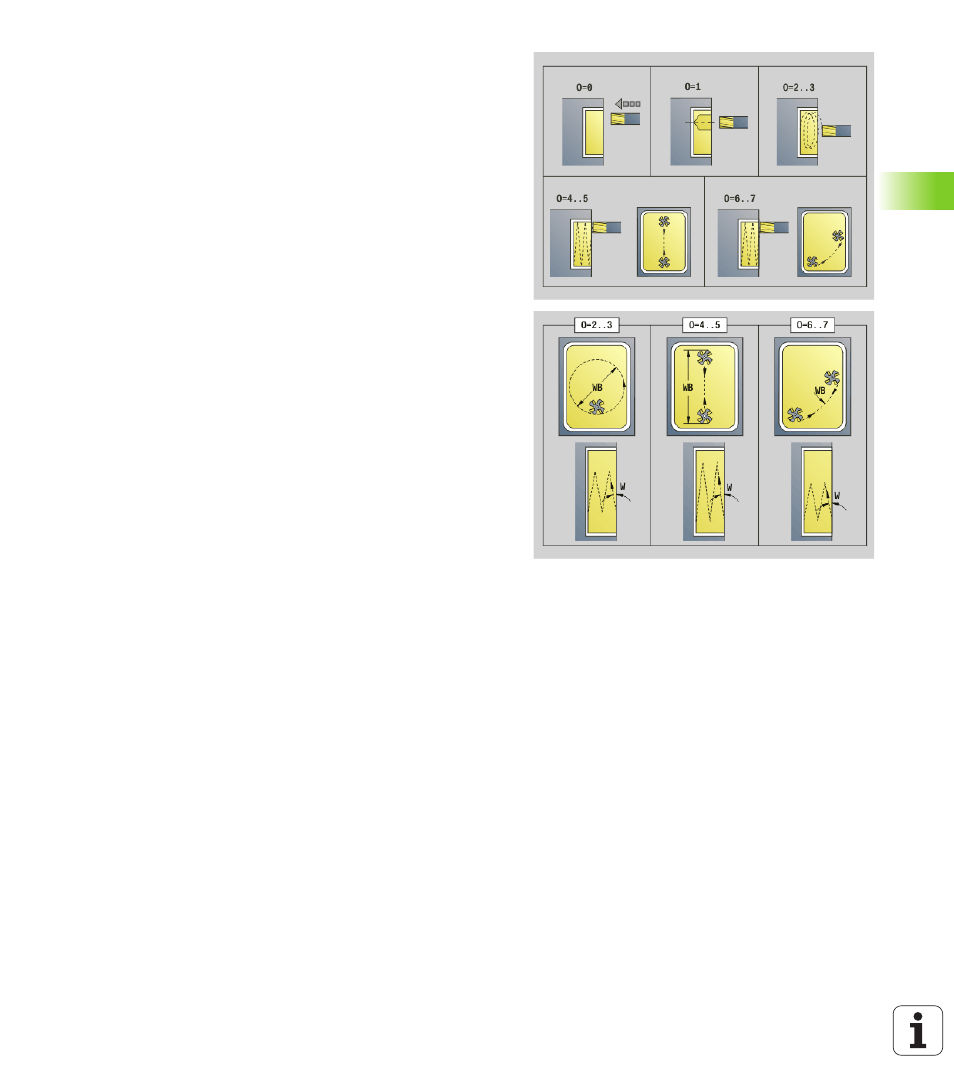
O
Eintauchverhalten (default: 0)
O=0 (Senkrecht Eintauchen): Der Zyklus fährt auf den
Startpunkt, taucht mit dem Zustellvorschub ein und fräst dann
die Tasche.
O=1 (Eintauchen an vorgebohrter Position):
„NF“ programmiert: Der Zyklus positioniert den Fräser
oberhalb der ersten Vorbohrposition, taucht ein und fräst den
ersten Bereich. Gegebenenfalls positioniert der Zyklus den
Fräser auf die nächste Vorbohrposition und bearbeitet den
nächsten Bereich, etc.
„NF“ nicht programmiert: Der Zyklus taucht an der aktuellen
Position ein und fräst den Bereich. Positionieren Sie
gegebenenfalls den Fräser auf die nächste Vorbohrposition
und bearbeiten den nächsten Bereich, etc.
O=2, 3 (helikal Eintauchen): Der Fräser taucht im Winkel „W“
ein und fräst Vollkreise mit dem Durchmesser „WB“. Sobald
die Frästiefe „P“ erreicht ist, geht der Zyklus zum Planfräsen
über.
O=2 – manuell: Der Zyklus taucht an der aktuellen Position
ein und bearbeitet den Bereich, der von dieser Position aus
erreichbar ist.
O=3 – automatisch: Der Zyklus berechnet die
Eintauchposition, taucht ein und bearbeitet diesen Bereich.
Die Eintauchbewegung endet, wenn möglich, auf dem
Startpunkt der ersten Fräsbahn. Besteht die Tasche aus
mehreren Bereichen, bearbeitet der Zyklus nacheinander
alle Bereiche.
O=4, 5 (pendelnd, linear Eintauchen): Der Fräser taucht im
Winkel „W“ ein und fräst eine lineare Bahn der Länge „WB“.
Den Lagewinkel definieren Sie in „WE“. Anschließend fräst
der Zyklus diese Bahn in umgekehrter Richtung. Sobald die
Frästiefe „P“ erreicht ist, geht der Zyklus zum Planfräsen über.
O=4 – manuell: Der Zyklus taucht an der aktuellen Position
ein und bearbeitet den Bereich, der von dieser Position aus
erreichbar ist.
O=5 – automatisch: Der Zyklus berechnet die
Eintauchposition, taucht ein und bearbeitet diesen Bereich.
Die Eintauchbewegung endet, wenn möglich, auf dem
Startpunkt der ersten Fräsbahn. Besteht die Tasche aus
mehreren Bereichen, bearbeitet der Zyklus nacheinander
alle Bereiche. Die Eintauchposition wird, wie folgt, abhängig
von der Figur und „Q“, ermittelt: