Gewindefräsen yz-ebene g806, 7 f räszyklen y -a c hse – HEIDENHAIN SW 548328-05 DIN Programming Benutzerhandbuch
Seite 519
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
519
6.7 F
räszyklen Y
-A
c
hse
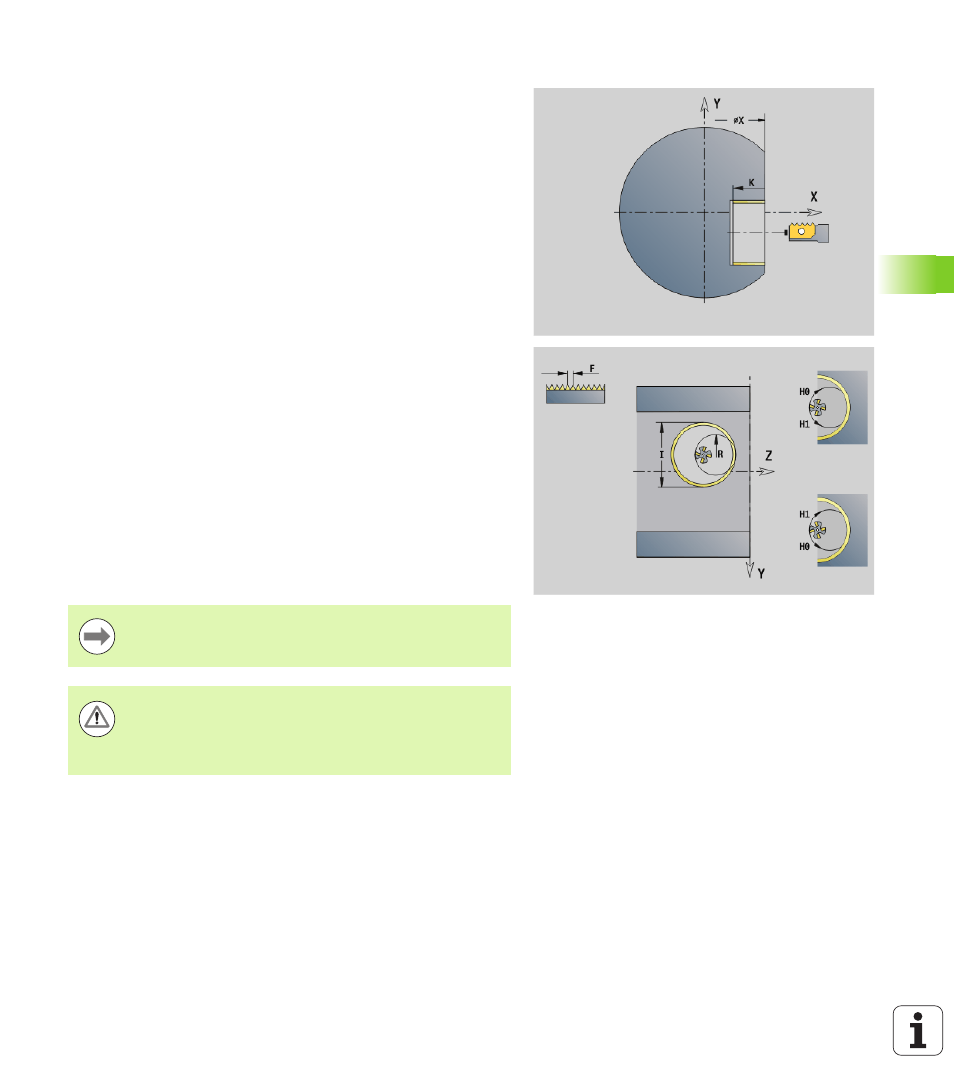
Gewindefräsen YZ-Ebene G806
G806 fräst ein Gewinde in eine bestehende Bohrung.
Stellen Sie das Werkzeug vor Aufruf des G799 in die Bohrungsmitte.
Der Zyklus positioniert das Werkzeug innerhalb der Bohrung auf den
„Endpunkt Gewinde“. Dann fährt das Werkzeug im „Einfahrradius R“
an und fräst das Gewinde. Dabei stellt das Werkzeug bei jeder
Umdrehung um die Steigung „F“ zu. Anschließend fährt der Zyklus
das Werkzeug frei und zieht es auf den Startpunkt zurück. Im
Parameter V programmieren Sie, ob das Gewinde mit einem Umlauf,
oder bei einschneidigen Werkzeugen mit mehreren Umläufen gefräst
wird.
Parameter
I
Gewindedurchmesser
X
Startpunkt X
K
Gewindetiefe
R
Einfahrradius
F
Gewindesteigung
J
Gewinderichtung (default: 0)
0: Rechtsgewinde
1: Linksgewinde
H
Fräslaufrichtung (default: 0)
0: Gegenlauf
1: Gleichlauf
V
Fräsmethode
0: das Gewinde wird mit einer 360° Schraubenline gefräst
1: das Gewinde wird mit mehreren Helixbahnen gefräst
(einschneidiges Werkzeug)
Verwenden Sie Gewindefräswerkzeuge für den Zyklus
G806.
Achtung Kollisionsgefahr
Beachten Sie den Durchmesser der Bohrung und den
Fräserdurchmesser, wenn Sie den „Einfahrradius R“
programmieren.