Flächenfräsen stirnfläche g797, Läche: seite 343, 26 f räszyklen – HEIDENHAIN SW 548328-05 DIN Programming Benutzerhandbuch
Seite 343
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
343
4.26 F
räszyklen
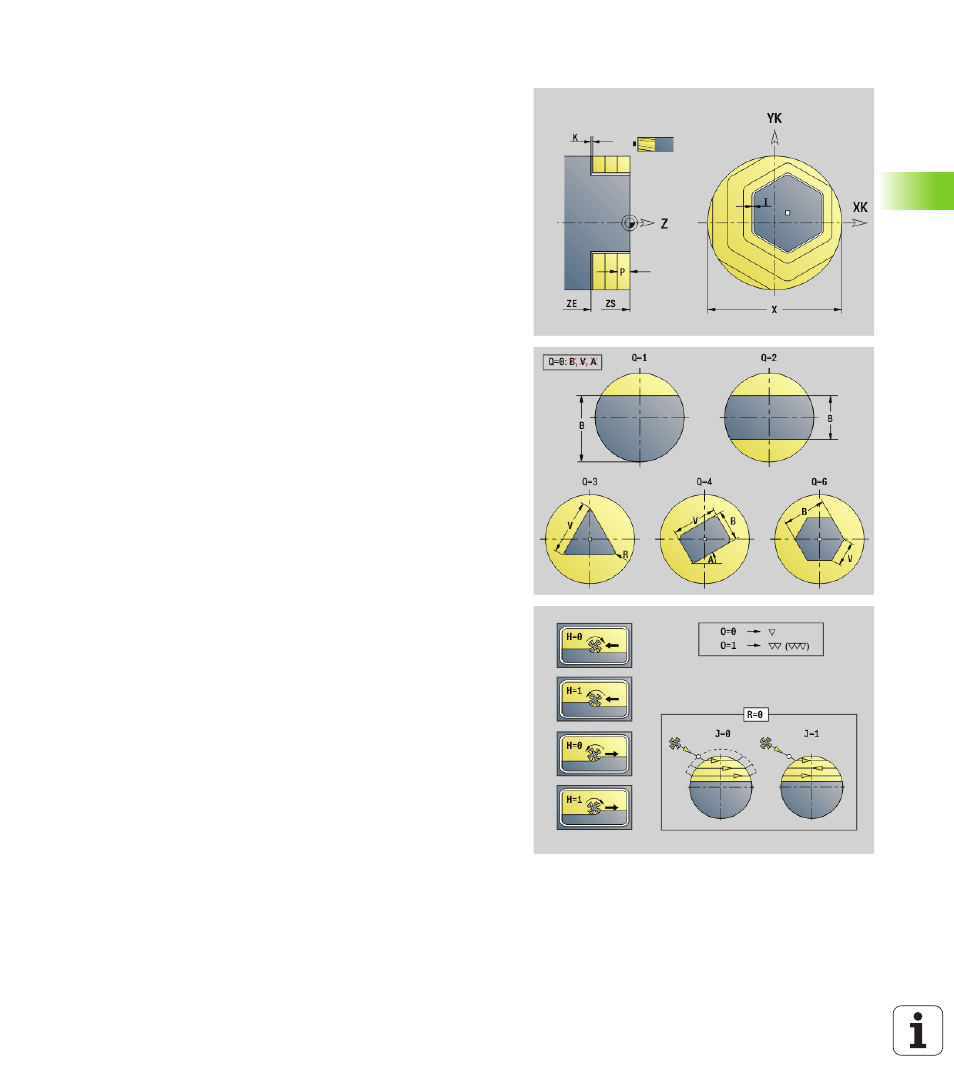
Flächenfräsen Stirnfläche G797
G797 fräst abhängig von „Q“ Flächen, ein Vieleck oder die im Befehl
nach G797 definierte Figur.
Parameter
X
Begrenzungsdurchmesser
ZS
Fräsoberkante
ZE
Fräsgrund
B
Schlüsselweite (entfällt bei Q=0): definiert das Material, das
stehen bleibt. Bei einer geraden Anzahl Flächen können Sie
„B“ alternativ zu „V“ programmieren.
Q=1: B=Restdicke
Q>=2: B=Schlüsselweite
V
Kantenlänge (entfällt bei Q=0)
R
Fase/Verrundung
A
Neigungswinkel (Bezug siehe Hilfebild) – entfällt bei Q=0
Q
Anzahl Flächen (default: 0): Bereich: 0 <= Q <= 127
Q=0: dem G797 folgt eine Figurbeschreibung (G301.. G307,
G80) oder eine geschlossene Konturbeschreibung (G100,
G101-G103, G80)
Q=1: eine Fläche
Q=2: zwei um 180° versetzte Flächen
Q=3: Dreieck
Q=4: Rechteck, Quadrat
Q>4: Vieleck
P
Maximale Zustellung (default: gesamte Tiefe in einer
Zustellung)
U
Überlappungsfaktor (default: 0,5): minimale Überlappung der
Fräsbahnen = U*Fräserdurchmesser
I
Aufmaß konturparallel
K
Aufmaß Z
F
Zustellvorschub
E
Reduzierter Vorschub für zirkulare Elemente (default: aktueller
Vorschub)
H
Fräslaufrichtung (default: 0): beeinflusst gemeinsam mit der
Drehrichtung des Fräsers die Fräsrichtung (siehe Hilfebild)
0: Gegenlauf
1: Gleichlauf