38 komplettbearbeitung, Grundlagen der komplettbearbeitung – HEIDENHAIN SW 548328-05 DIN Programming Benutzerhandbuch
Seite 422
422
DIN-Programmierung
4.38 K
o
mplet
tbearbeit
ung
4.38 Komplettbearbeitung
Grundlagen der Komplettbearbeitung
Als Komplettbearbeitung wird die Vorder- und Rückseitenbearbeitung
in einem NC-Programm bezeichnet. die Steuerung unterstützt die
Komplettbearbeitung für alle gängigen Maschinenkonzepte. Dafür
stehen Funktionen wie winkelsynchrone Teileübergabe bei drehender
Spindel, Fahren auf Festanschlag, kontrolliertes Abstechen und die
Koordinaten-Transformation zur Verfügung. Damit sind sowohl eine
zeitoptimale Komplettbearbeitung als auch eine einfache
Programmierung gewährleistet.
Sie beschreiben die Drehkontur, die Konturen für die C-Achse sowie
die komplette Bearbeitung in einem NC-Programm. Für das
Umspannen stehen Expertenprogramme zur Verfügung, die die
Konfiguration der Drehmaschine berücksichtigen.
Die Vorteile der „Komplettbearbeitung“ können Sie auch auf
Drehmaschinen mit nur einer Hauptspindel nutzen.
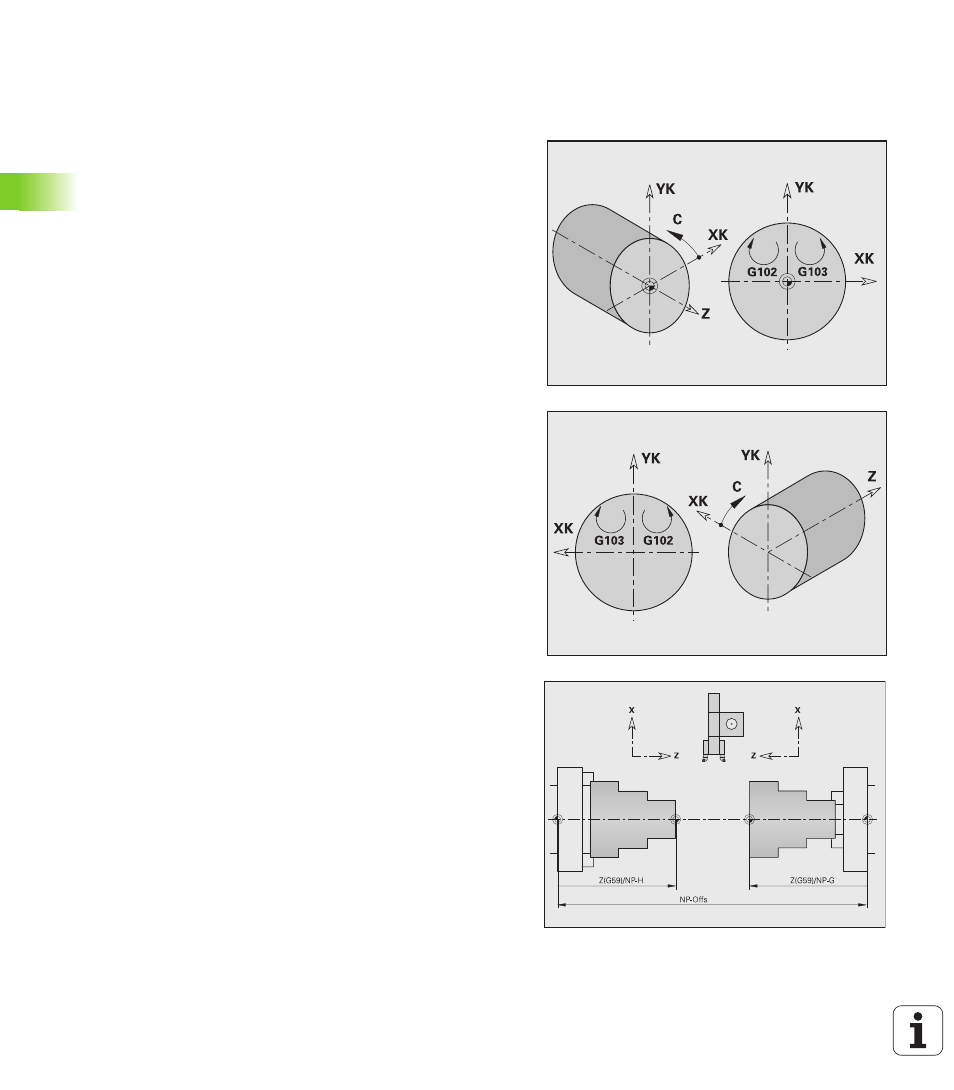
Rückseitenkonturen C-Achse: Die Orientierung der XK-Achse und
damit auch die Orientierung der C-Achse ist „an das Werkstück
gebunden“. Daraus folgt für die Rückseite:
Orientierung der XK-Achse: „nach links“ (Stirnseite: „nach rechts“)
Orientierung der C-Achse: „im Uhrzeigersinn“
Drehsinn bei Kreisbögen G102: „gegen den Uhrzeigersinn“
Drehsinn bei Kreisbögen G103: „im Uhrzeigersinn“
Drehbearbeitung: Die Steuerung unterstützt die
Komplettbearbeitung mit Konvertier- und Spiegelfunktionen. Dadurch
können auch bei der Rückseiten-Bearbeitung die gewohnten
Bewegungsrichtungen beibehalten werden:
Bewegungen in + Richtung gehen vom Werkstück weg
Bewegungen in – Richtung gehen zum Werkstück weg
Ihr Maschinenhersteller kann auf Ihre Drehmaschine abgestimmte
Expertenprogramme für die Werkstück-Übergabe zur Verfügung
stellen.
Referenzpunkte und Koordinatensystem: Die Lage der Maschinen-
und Werkstück-Nullpunkte, sowie die Koordinatensysteme für die
Haupt- und Gegenspindel werden in dem unteren Bild dargestellt. Bei
diesem Aufbau der Drehmaschine ist es empfehlenswert
ausschließlich die Z-Achse zu spiegeln. Damit erreichen Sie, dass auch
bei Bearbeitungen auf der Gegenspindel das Prinzip „Bewegungen in
positiver Richtung gehen vom Werkstück weg“ gilt.
In der Regel beinhaltet das Expertenprogramm das Spiegeln der Z-
Achse und die Nullpunkt-Verschiebung um „NP-Offs“.
(Trans_Z1)