Unit „schruppen bidirektional icp, 2 units – sc hr uppen – HEIDENHAIN SW 548328-05 DIN Programming Benutzerhandbuch
Seite 68
68
smart.Turn Units
2.2 Units – Sc
hr
uppen
Unit „Schruppen bidirektional ICP“
Die Unit zerspant die im Abschnitt FERTIGTEIL beschriebene Kontur
von „NS nach NE“ konturparallel und bidirektional. Wird in FK eine
Hilfskontur angegeben, wird diese verwendet.
Unitname: G835_ICP / Zyklus: G835 (siehe Seite 270)
Zugriff zur Technologie-Datenbank:
Bearbeitungsart: Schruppen
beeinflusste Parameter: F, S, E, P
Formular Kontur
J
Rohteilaufmaß (Radiusmaß) – nur aktiv, wenn kein Rohteil
definiert ist.
B
Konturberechnung
0: automatisch
1: Werkzeug links (G41)
2: Werkzeug rechts (G42)
weitere Parameter Formular Kontur: siehe Seite 60
Formular Zyklus
P
Maximale Zustellung
I, K
Aufmaß in X-, Z-Richtung (I=Durchmessermaß)
SX, SZ
Schnittbegrenzung (SX: Durchmessermaß) – (default:
keine Schnittbegrenzung)
A
Anfahrwinkel (Bezug: Z-Achse) – (default: parallel zur
Z-Achse)
W
Abfahrwinkel (Bezug: Z-Achse) – (default: orthogonal zur
Z-Achse)
Q
Freifahrart bei Zyklusende
0: zurück zum Startpunkt (erst X- dann Z-Richtung)
1: positioniert vor der fertigen Kontur
2: hebt ab auf Sicherheitsabstand und stoppt
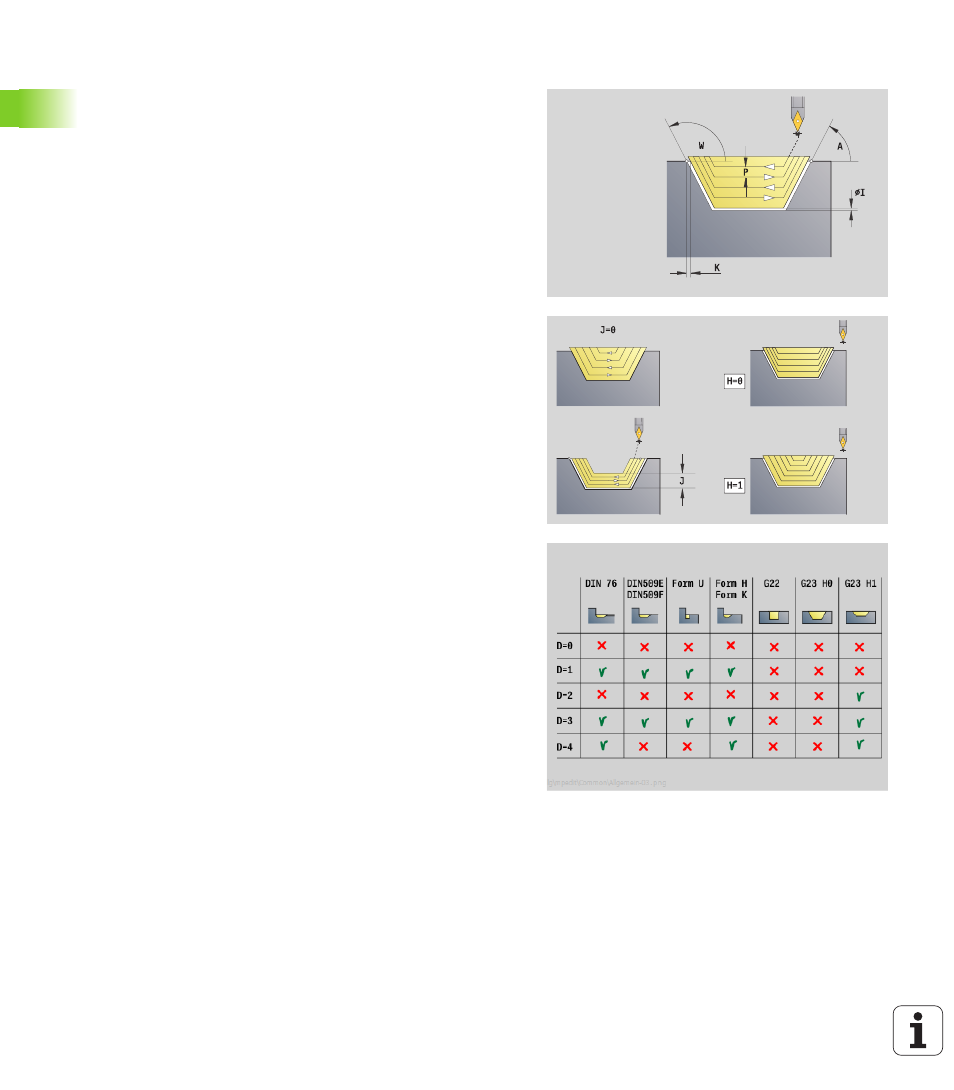
H
Art der Schnittlinien
0: konstante Spantiefe: Kontur wird um einen konstanten
Zustellwert (achsparallel) verschoben
1: äquidistante Schnittlinien: Schnittlinien verlaufen im
konstanten Abstand zur Kontur (konturparallel). Die
Kontur wird skaliert.
D
Elemente ausblenden: Formelemente nicht bearbeiten
(siehe Bild)
Weitere Formulare: siehe Seite 58