Tieflochbohren g74, Seite 319, 22 bohrzyklen – HEIDENHAIN SW 548328-05 DIN Programming Benutzerhandbuch
Seite 319
HEIDENHAIN MANUALplus 620, CNC PILOT 620/640
319
4.22 Bohrzyklen
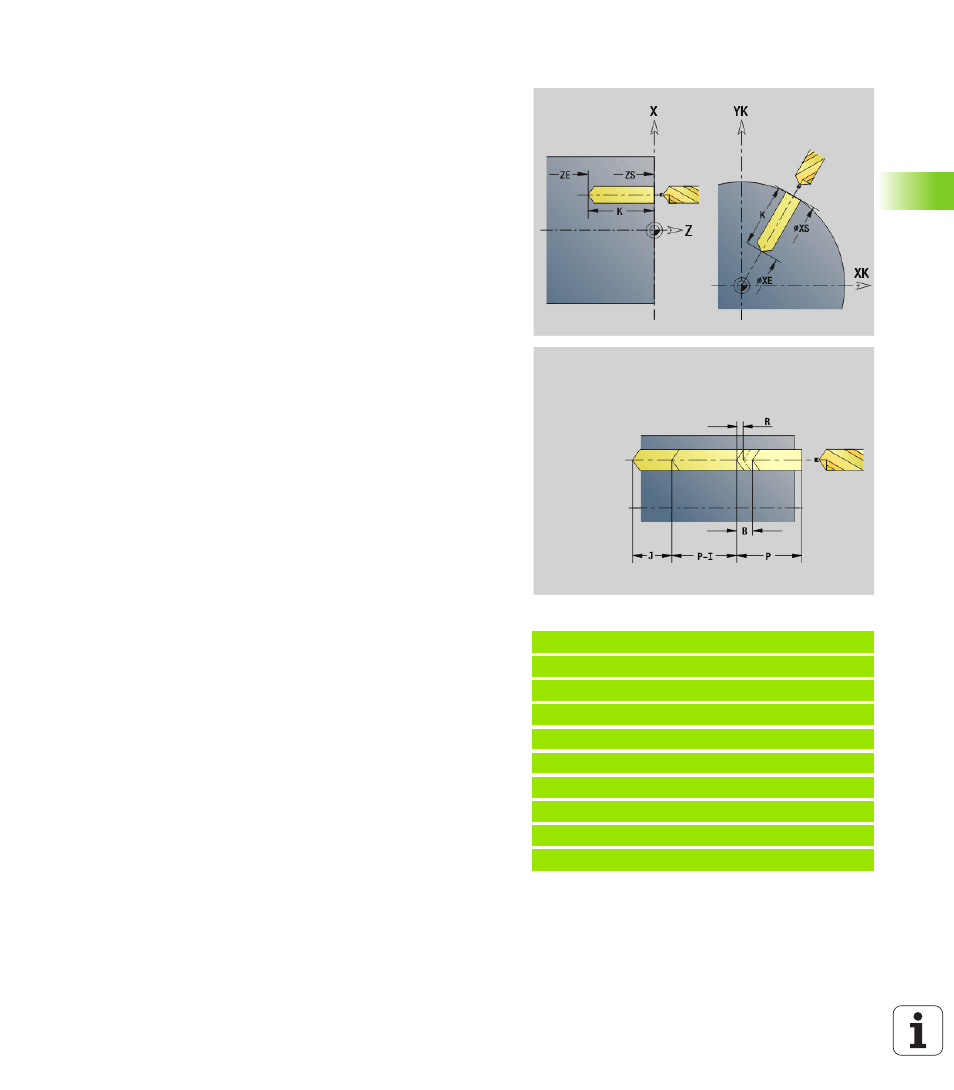
Tieflochbohren G74
G74 erstellt axiale/radiale Bohrungen in mehreren Stufen mit
feststehenden oder angetriebenen Werkzeugen.
Beispiel: G74
. . .
N1 M5
N2 T4 G197 S1000 G195 F0.2 M103
N3 M14
N4 G110 C0
N5 G0 X80 Z2
N6 G745 XK0 YK0 Z2 K80 Wi90 Q4 V2
N7 G74 Z-40 R2 P12 I2 B0 J8 [Bohren]
N8 M15
. . .
Parameter
ID
Bohrkontur – Name der Bohrungsbeschreibung
NS
Satznummer der Kontur
Referenz auf die Kontur der Bohrung (G49-, G300- oder
G310-Geo)
Keine Eingabe: Einzelbohrung ohne Konturbeschreibung
XS
Anfangspunkt radiale Bohrung (Durchmessermaß)
ZS
Anfangspunkt axiale Bohrung
XE
Endpunkt radiale Bohrung (Durchmessermaß)
ZE
Endpunkt axiale Bohrung
K
Bohrtiefe (alternativ zu XE/ZE)
P
1. Bohrtiefe
I
Reduzierwert (default: 0)
B
Rückzugsabstand (default: auf „Anfangspunkt Bohrung“)
J
Minimale Bohrtiefe (default: 1/10 von „P“)
R
Innerer Sicherheitsabstand
A
An- / Durchbohrlänge – (default: 0)
V
Durchbohrvariante (Vorschubreduzierung 50 %) – (default: 0)
0: ohne Vorschubreduzierung
1: Durchbohrreduzierung
2: Anbohrreduzierung
3: An- und Durchbohrreduzierung
RB
Rückzugsebene (radiale Bohrungen: Durchmessermaß) –
(default: zur Startposition bzw. auf Sicherheitsabstand)
E
Verweilzeit zum Freischneiden am Bohrungsende (in
Sekunden) – (default: 0)
D
Rückzug-Geschwindigkeit und Zustellung innerhalb der
Bohrung (default: 0)
0: Eilgang
1: Vorschub
BS
Anfang Elementnummer (Nummer der ersten zu
bearbeitenden Bohrung eines Musters)
BE
Ende Elementnummer (Nummer der letzten zu bearbeitenden
Bohrung eines Musters)
H
(Spindel-)Bremse aus (default: 0)
0: Spindelbremse ein
1: Spindelbremse aus