Carbolite nanodac Benutzerhandbuch
Seite 317
HA030554GER
Ausgabe 7 Nov 12
Seite 305
nanodac SCHREIBER/REGLER: BEDIENUNGSANLEITUNG
B2 .3 .7 Gain Scheduling
In manchen Prozessen ist der optimierte PID Satz bei niedrigen Temperaturen anders als bei hohen Tempera-
turen, insbesondere bei Reglersystemen, in denen die Reaktion auf die Kühlleistung sich erheblich von der bei
Heizleistung unterscheidet, oder wenn Änderungen im Prozess eingetreten sind. Gain Scheduling ermöglicht
Ihnen die Speicherung einer Reihe von PID Sätzen und die automatische Umschaltung von einem PID Satz
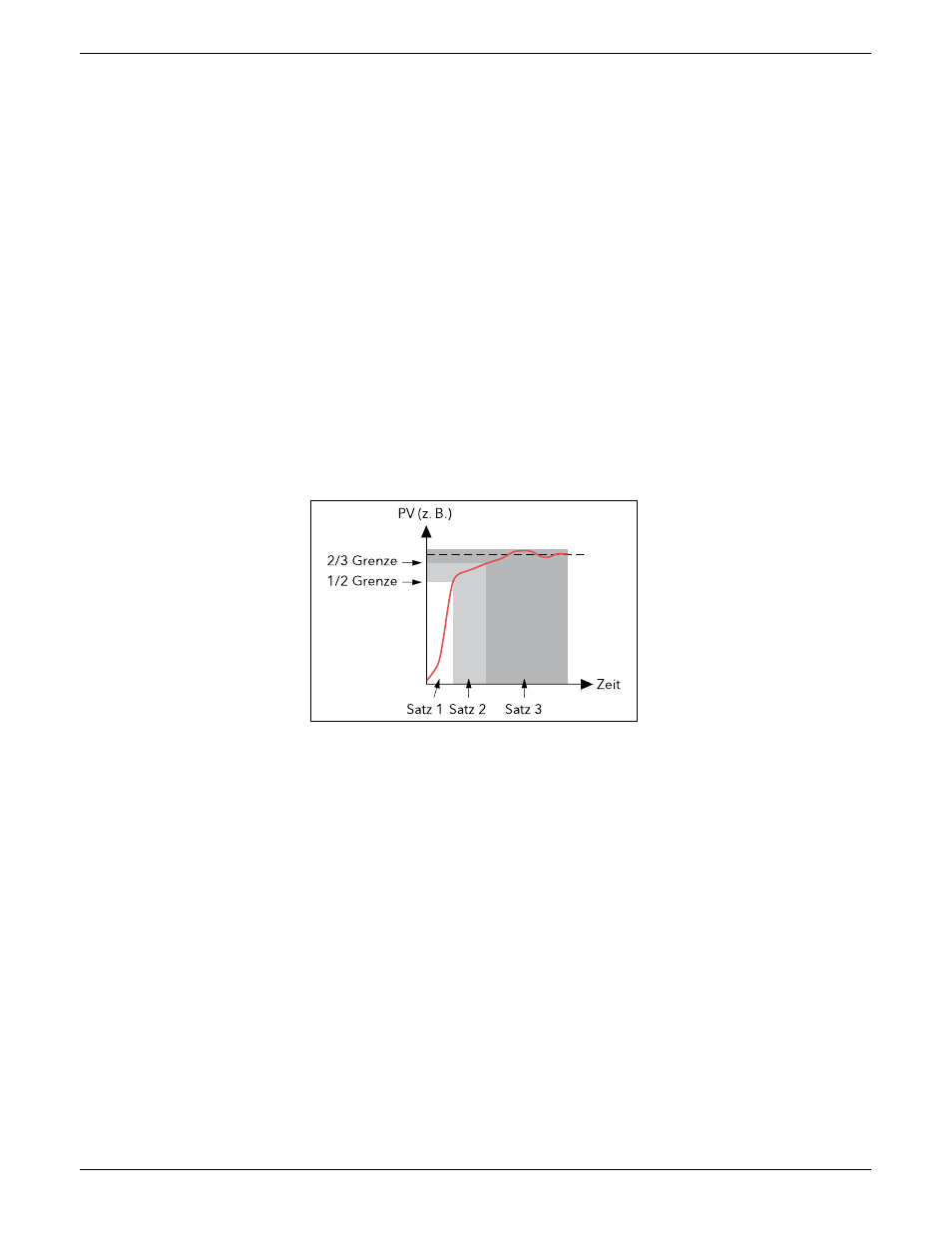
auf einen anderen. Bei diesem Gerät können Sie maximal drei PID Sätze konfigurieren. Das bedeutet, dass es
zwei Grenzwerte gibt, um festzulegen, wann der nächste PID Satz zur Anwendung kommt. Wird ein Grenzwert
überschritten, wird stoßfrei zum nächsten PID Satz geschaltet. Mittels Hysterese wird ein Oszillieren an den
Grenzwerten unterbunden.
Gain Scheduling ist im Grunde eine Nachschlagetabelle, die mithilfe verschiedener Strategien oder Typen aus-
gewählt werden kann. Bei der Selbstoptimierung wird jeweils der aktive PID Satz angewandt.
Die folgenden Gain Scheduling Typen können Sie über den
PID Menü
Parameter „SchedArt“ wählen:
Satz
Der von Ihnen ausgewählte Satz. Alternativ können Sie die Auswahl des PID Satzes über
eine Software Verknüpfung regeln.
Sollwert
Das Umschalten zwischen den Sätzen hängt vom Sollwert ab.
PV
Das Umschalten zwischen den Sätzen hängt vom Prozesswert ab.
Fehler
Das Umschalten zwischen den Sätzen hängt vom Fehlerwert ab.
Ausgang
Das Umschalten zwischen den Sätzen hängt vom Ausgangsanforderungswert ab.
Extern
Ein externer Parameter kann mit dem Scheduler verknüpft werden. Der PID Satz wird
dann gemäß dem Wert dieses Eingangs gewählt.
Abbildung B2.3.7 Gain Scheduling
B2 .4 OPTIMIERUNG
B2 .4 .1 Einleitung
Die Gewichtung der PID Werte variiert von Prozess zu Prozess. Bei einem Kunststoffextruder sind die Reak-
tionen bei Regelkreisen für Gusswalzen, Antrieb, Niveau- oder Druckregelung unterschiedlich. Möchten Sie
die optimale Leistung aus dem Extruder herausholen, müssen alle Regelkreis PID Parameter auf die optimalen
Werte gesetzt werden.
Die Optimierung beinhaltet die Einstellung der folgenden
PID Menü
Parameter:
Proportionalband (PB), Integralzeit (Ti), Differentialzeit (Td), Cutback Hoch (CBH), Cutback Tief (CBL) sowie
relative Kühlverstärkung (R2G - nur bei Heiz-/Kühlsystemen).
Beim Schreiber/Regler sind diese Werte im Lieferzustand vom System vorgegeben. In vielen Fällen sorgen diese
Systemvorgaben für eine ausreichende, stabile, geradlinige Regelung, doch die Reaktion des Regelkreises ist
unter Umständen nicht ideal. Da Prozesseigenschaften variieren, ist es häufig erforderlich, die Regelparameter
anzupassen, um das bestmögliche Ergebnis zu erzielen. Um die optimalen Werte für einen bestimmten Regel-
kreis oder Prozess zu bestimmen, müssen Sie eine Regelkreisoptimierung durchführen. Nehmen Sie zu einem
späteren Zeitpunkt maßgebliche Änderungen am Prozess vor, die die Reaktion beeinflussen, kann eine neue
Optimierung erforderlich werden.
Sie können den Regelkreis automatisch oder manuell optimieren. Bei beiden Vorgehensweisen muss der Regel-
kreis oszillieren, und beide werden in den folgenden Abschnitten beschrieben.