Zyklusparameter, Freifahren bei programm-unterbrechung – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 110
Bearbeitungszyklen: Gewindebohren / Gewindefräsen
4.3
GEWINDEBOHREN ohne Ausgleichsfutter GS (Zyklus 207, DIN/
ISO: G207)
4
110
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
Zyklusparameter
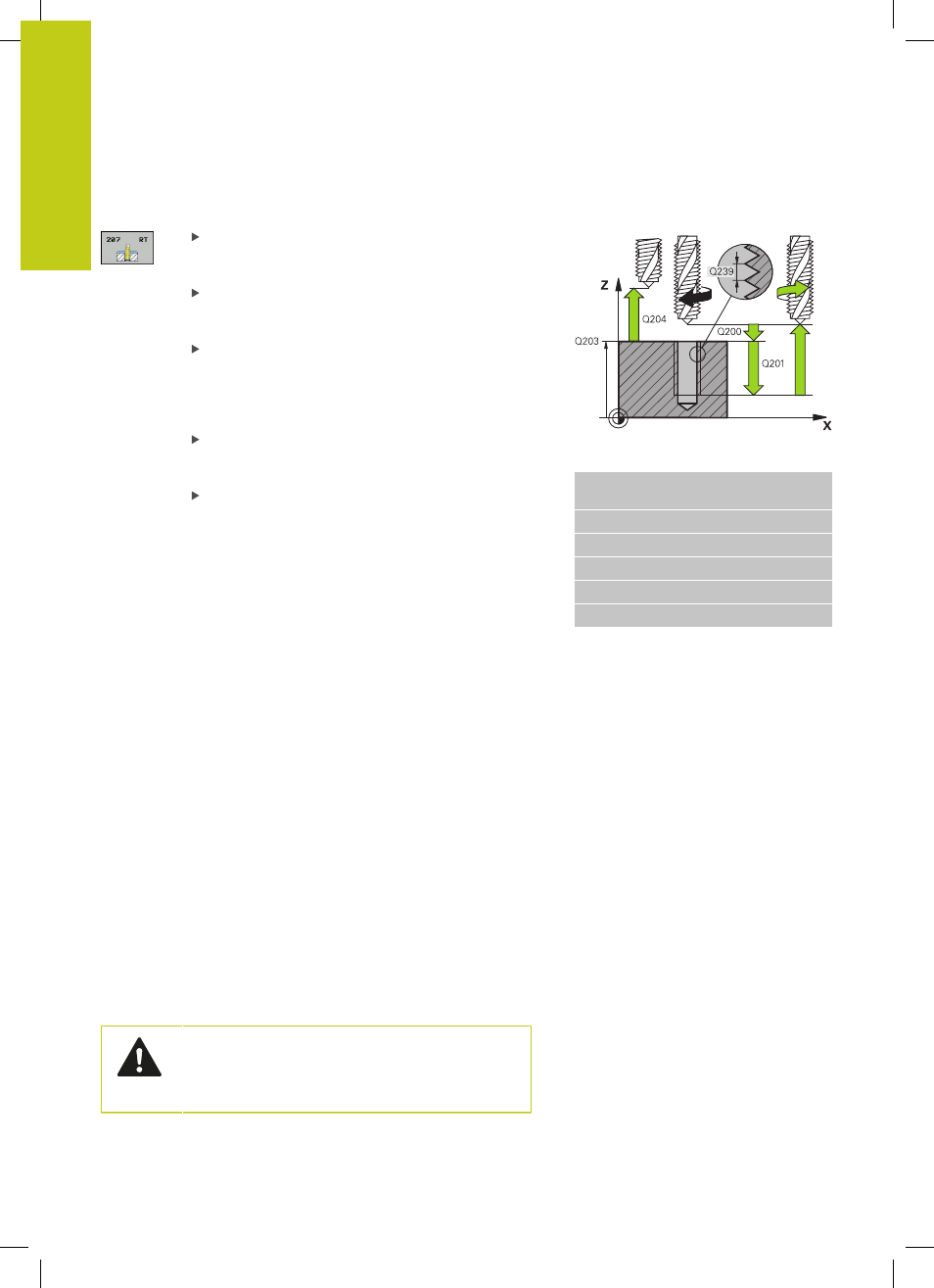
Sicherheits-Abstand Q200 (inkremental): Abstand
zwischen Werkzeugspitze und Werkstück-
Oberfläche. Eingabebereich 0 bis 99999,9999
Gewindetiefe Q201 (inkremental): Abstand
zwischen Werkstück-Oberfläche und Gewindegrund.
Eingabebereich -99999,9999 bis 99999,9999
Gewindesteigung Q239: Steigung des Gewindes.
Das Vorzeichen legt Rechts- oder Linksgewinde fest:
+
= Rechtsgewinde
–
= Linksgewinde
Eingabebereich -99,9999 bis 99,9999
Koord. Werkstück-Oberfläche Q203 (absolut):
Koordinate Werkstück-Oberfläche. Eingabebereich
-99999,9999 bis 99999,9999
2. Sicherheits-Abstand Q204 (inkremental):
Koordinate Spindelachse, in der keine Kollision
zwischen Werkzeug und Werkstück (Spannmittel)
erfolgen kann. Eingabebereich 0 bis 99999,9999
NC-Sätze
26 CYCL DEF 207 GEW.-BOHREN GS
NEU
Q200=2
;SICHERHEITS-ABST.
Q201=-20
;GEWINDETIEFE
Q239=+1
;GEWINDESTEIGUNG
Q203=+25
;KOOR. OBERFLAECHE
Q204=50
;2. SICHERHEITS-ABST.
Freifahren bei Programm-Unterbrechung
Freifahren in der Betriebsart Hand
Wenn Sie den Vorgang des Gewindeschneidens unterbrechen
möchten, drücken Sie die Taste NC-Stopp. Es erscheint ein
Softkey zum Freifahren aus dem Gewinde in der unteren
Softkeyleiste. Wenn Sie diesen Softkey und die NC-Start Taste
drücken, fährt das Werkzeug aus der Bohrung zurück zum
Startpunkt der Bearbeitung. Die Spindel stoppt automatisch und
die TNC gibt Ihnen eine Meldung aus.
Freifahren in der Betriebsart Programmlauf Satzfolge,
Einzelsatz
Wenn Sie den Vorgang des Gewindeschneidens unterbrechen
möchten, drücken Sie die Taste NC-Stopp und anschließend
INERNER STOPP. Die TNC zeigt den Softkey
MANUELL
VERFAHREN an. Nachdem Sie MANUELL VERFAHREN gedrückt
haben, können Sie das Werkzeug in der aktiven Spindelachse
frei fahren. Wenn Sie nach der Unterbrechung die Bearbeitung
erneut fortsetzen möchten, drücken Sie den Softkey
POSITION
ANFAHREN und NC-Start. Die TNC bewegt das Werkzeug
wieder auf die Start-Position.
Sie können das Werkzeug beim Freifahren in
positiver und negativer Richtung der Werkzeugachse
bewegen. Bitte beachten Sie das beim Freifahren -
Kollisionsgefahr!