Rohteilnachführung (function turndata) – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 320
Zyklen: Drehen
12.1 Drehzyklen (Software-Option 50)
12
320
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
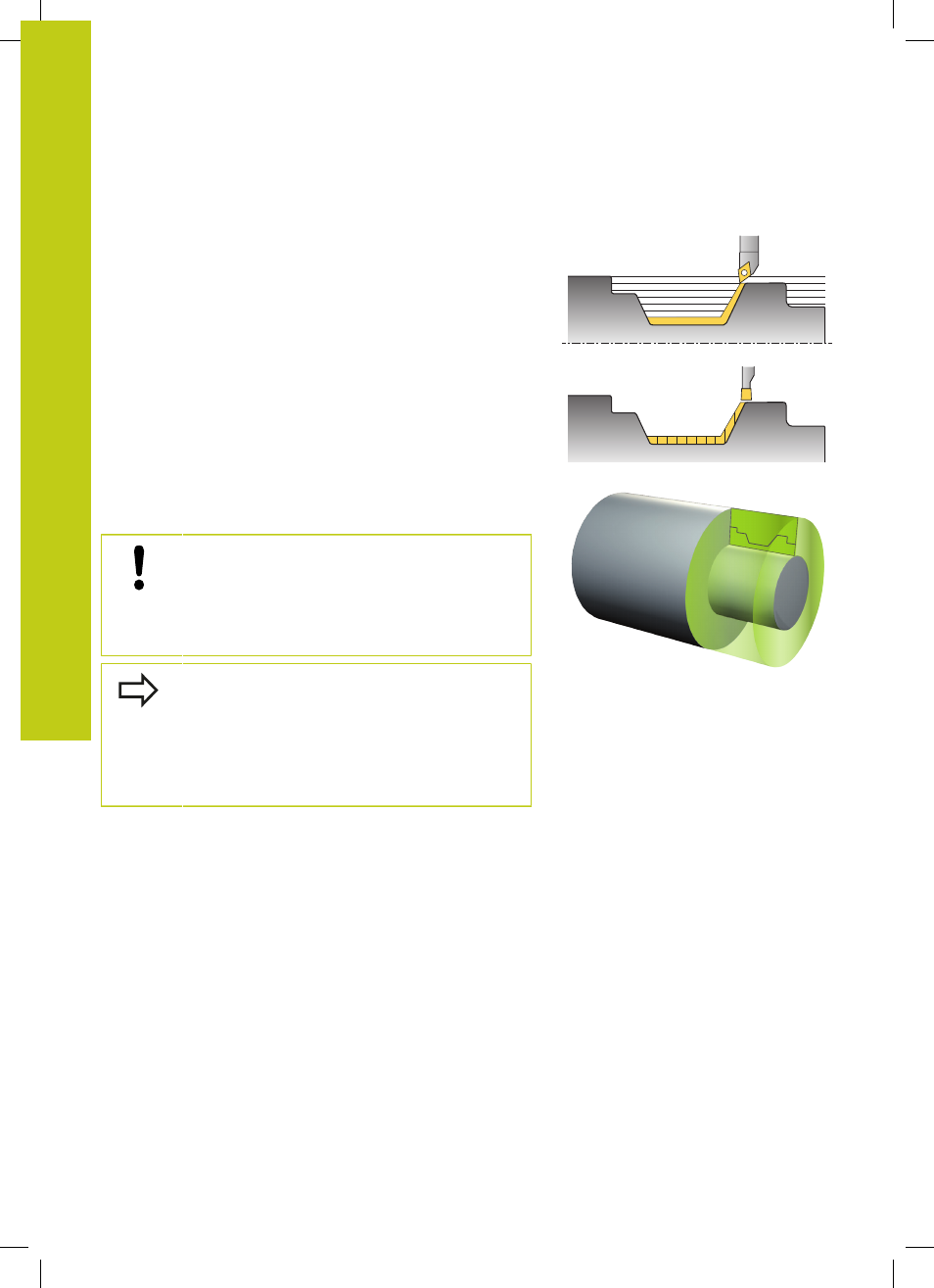
Rohteilnachführung (FUNCTION TURNDATA)
Bei der Drehbearbeitung müssen Werkstücke oft mit mehreren
Werkzeugen bearbeitet werden. Häufig kann ein Konturelement
nicht mit einem Werkzeug komplett fertig bearbeitet werden, da
die Werkzeugform dies nicht zulässt (z. B. bei einem Hinterschnitt).
Dann müssen einzelne Teilbereiche mit anderen Werkzeugen
nachbearbeitet werden. Durch die Rohteilnachführung erkennt die
TNC bereits bearbeitete Bereiche und passt sämtliche An- und
Abfahrwege an die jeweils aktuelle Bearbeitungssituation an. Durch
kürzere Zerspanungswege werden Luftschnitte vermieden und die
Bearbeitungszeit wird deutlich reduziert.
Um die Rohteilnachführung zu aktivieren, programmieren Sie die
Funktion
TURNDATA BLANK und verweisen auf ein Programm oder
Unterprogramm mit einer Rohteilbeschreibung. Das in
TURNDATA
BLANK definierte Rohteil bestimmt den Bereich, in dem unter
Berücksichtigung der Rohteilnachführung bearbeitet werden soll.
Zum Ausschalten der Rohteilnachführung programmieren Sie
TURNDATA BLANK OFF.
Mit der Rohteilnachführung optimiert die TNC
Bearbeitungsbereiche und Anfahrbewegungen. Die
TNC berücksichtigt für An- und Abfahrbewegungen
das jeweils nachgeführte Rohteil. Ragen Bereiche
des Fertigteils über das Rohteil hinaus, kann das zu
Beschädigung von Werkstück und Werkzeug führen.
Die Rohteilnachführung ist nur bei der
Zyklus-Bearbeitung im Drehbetrieb
(
FUNCTION MODE TURN) möglich.
Für die Rohteilnachführung müssen Sie eine
geschlossene Kontur als Rohteil definieren
(Anfangspos. = Endpos.). Das Rohteil entspricht dem
Querschnitt eines Rotationssymetrischen Körpers.