HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 170
Bearbeitungszyklen: Taschenfräsen / Zapfenfräsen / Nutenfräsen
5.8
PLANFRAESEN (Zyklus 233, DIN/ISO: G233)
5
170
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
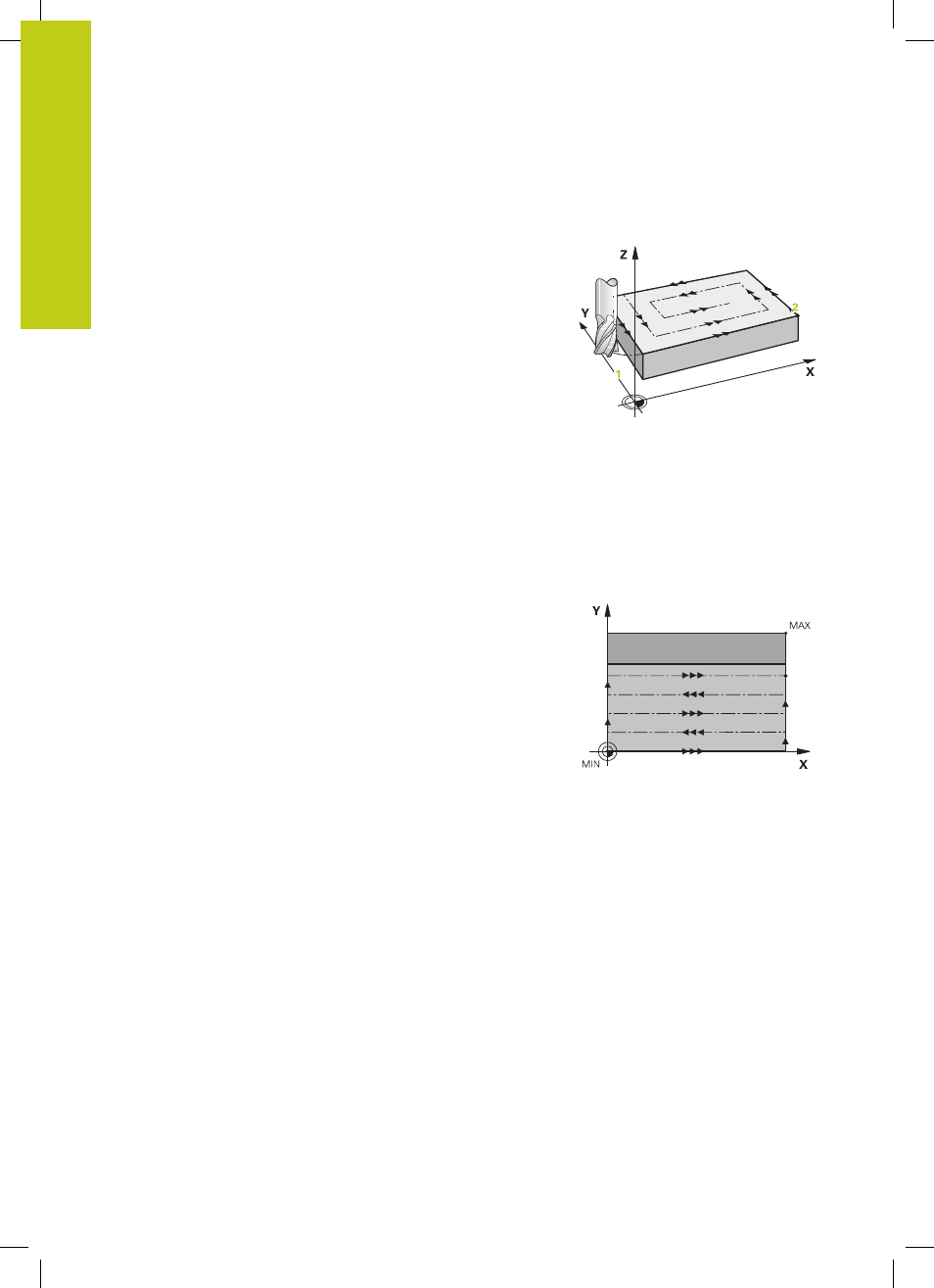
Strategie Q389=4
4 Danach fährt das Werkzeug mit dem programmierten
Vorschub
Fräsen mit einer tangentialen Anfahrbewegung auf den
Anfangspunkt der Fräsbahn.
5 Die TNC bearbeitet die Planfläche im Vorschub Fräsen von
außen nach innen mit immer kürzer werdenden Fräsbahnen.
Durch die konstante seitliche Zustellung ist das Werkzeug
permanent im Eingriff.
6 Der Vorgang wiederholt sich, bis die eingegebene Fläche
vollständig bearbeitet ist. Am Ende der letzten Bahn positioniert
die TNC das Werkzeug im Eilgang
FMAX zurück zum Starpunkt
1
7 Falls mehrere Zustellungen erforderlich sind, fährt die TNC das
Werkzeug mit Positionier-Vorschub in der Spindelachse auf die
nächste Zustell-Tiefe
8 Der Vorgang wiederholt sich, bis alle Zustellungen ausgeführt
sind. Bei der letzten Zustellung wird lediglich das eingegebene
Schlichtaufmaß im Vorschub Schlichten abgefräst
9 Am Ende fährt die TNC das Werkzeug mit
FMAX zurück auf den
2. Sicherheits-Abstand
Begrenzung
Mit den Begrenzungen können Sie die Bearbeitung der Planfäche
eingrenzen, um beispielsweise Seitenwände oder Absätze bei
der Bearbeitung zu berücksichtigen. Eine durch eine Begrenzung
definierte Seitenwand wird auf das Maß bearbeitet, das sich aus
dem Startpunkt bzw. der Seitenlängen der Planfläche ergibt. Bei
der Schruppbearbeitung berücksichtigt die TNC das Aufmaß Seite –
beim Schlichtvorgang dient das Aufmaß zur Vorpositionierung des
Werkeugs.