Zyklusparameter – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 384
Zyklen: Drehen
12.19 STECHDREHEN EINFACH AXIAL
(Zyklus 851, DIN/ISO: G851)
12
384
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
Zyklusparameter
Bearbeitungs-Umfang Q215: Bearbeitungs-Umfang
festlegen:
0
: Schruppen und Schlichten
1
: Nur Schruppen
2
: Nur Schlichten auf Fertigmaß
3
: Nur Schlichten auf Aufmaß
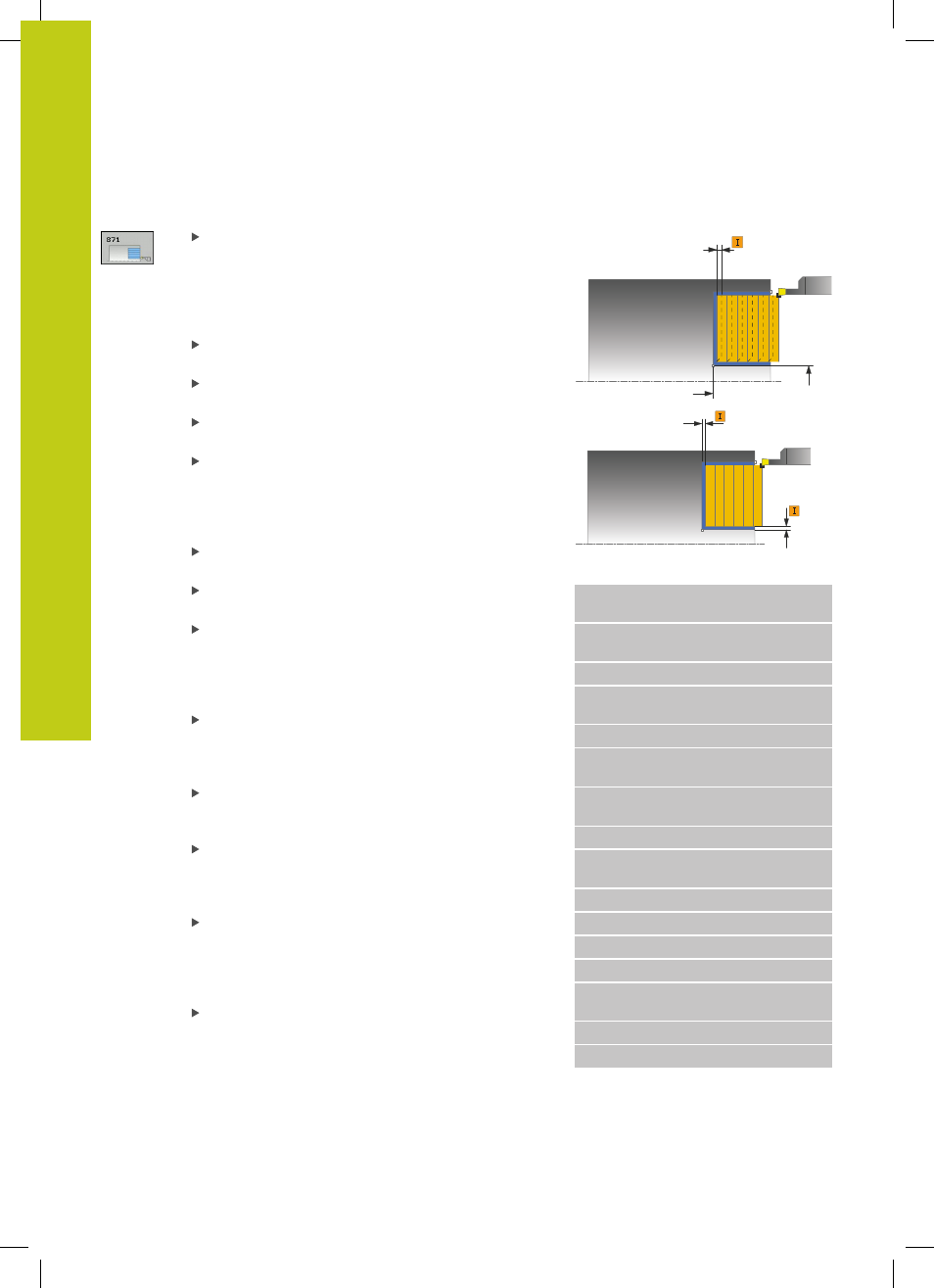
Sicherheits-Abstand Q460: reserviert, derzeit keine
Funktion
Konturende Durchmesser Q493: X-Koordinate des
Konturendpunkts (Durchmesserangabe)
Konturende Z Q494: Z-Koordinate des
Konturendpunkts
Vorschub Schruppen Q478:
Vorschubgeschwindigkeit beim Schruppen. Wenn
Sie M136 programmiert haben interpretiert die TNC
den Vorschub in Millimeter pro Umdrehung, ohne
M136 in Millimeter pro Minute.
Aufmaß Durchmesser Q483 (inkremental):
Durchmesser-Aufmaß auf die definierte Kontur
Aufmaß Z Q484 (inkremental): Aufmaß auf die
definierte Kontur in axialer Richtung
Vorschub Schlichten Q505:
Vorschubgeschwindigkeit beim Schlichten. Wenn
Sie M136 programmiert haben interpretiert die TNC
den Vorschub in Millimeter pro Umdrehung, ohne
M136 in Millimeter pro Minute.
Maximale Schnitttiefe Q463: Maximale Zustellung
(Radiusangabe) in radialer Richtung. Die Zustellung
wird gleichmäßig aufgeteilt, um Schleifschnitte zu
vermeiden. Eingabebereich 0,001 bis 999,999
Bearbeitungsrichtung Q507: Zerspanungsrichtung:
0
: bidirektional (in beiden Richtungen)
1
: unidirektional (in Konturrichtung)
Versatzbreite Q508: Reduzierung der Schnittlänge.
Das Restmaterial wird am Ende des Vorstechens
mit einem Stechhub zerspant. Die TNC begrenzt
gegebenenfalls die programmierte Versatzbreite.
Tiefenkorrektur Q509: Abhängig vom Material,
der Vorschubgeschwindigkeit etc. „verkippt“ die
Schneide bei der Drehbearbeitung. Den dadurch
entstehenden Zustellungsfehler korrigieren Sie mit
der Drehtiefenkorrektur.
Vorschub Eintauchen Q488:
Vorschubgeschwindigkeit bei der Bearbeitung
von Eintauchelementen. Dieser Eingabewert ist
optional. Wird er nicht programmiert, gilt der für die
Drehbearbeitung definierte Vorschub.
Q460
Ø Q493
Q494
Ø Q483
Q484
NC-Sätze
11 CYCL DEF 851 STECHDR. EINF.
AXIAL
Q215=+0
;BEARBEITUNGS-
UMFANG
Q460=+2
;SICHERHEITS-ABSTAND
Q493=+50
;KONTURENDE
DURCHMESSER
Q494=-10
;KONTURENDE Z
Q478=+0.3
;VORSCHUB
SCHRUPPEN
Q483=+0.4
;AUFMASS
DURCHMESSER
Q484=+0.2
;AUFMASS Z
Q505=+0.2
;VORSCHUB
SCHLICHTEN
Q463=+2
;MAX. SCHNITTTIEFE
Q507=+0
;BEARBEITUNGSRICHTUNG
Q508=+0
;VERSATZBREITE
Q509=+0
;TIEFENKORREKTUR
Q488=+0
;VORSCHUB
EINTAUCHEN
12 L X+65 Y+0 Z+2 FMAX M303
13 CYCL CALL