Bearbeitungsvarianten – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 291
INTERPOLATIONSDREHEN KONTURSCHLICHTEN (Zyklus 292, DIN/
ISO: G292, Softwareoption 96)
11.6
11
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
291
Bearbeitungsvarianten
Wenn Sie mit Zyklus 292 arbeiten, müssen Sie zuvor die
gewünschte Drehkontur in einem Unterprogramm definieren und
mit Zyklus 14 oder SEL CONTOUR auf diese Kontur verweisen.
Beschreiben Sie die Drehkontur auf dem Querschnitt eines
rotationssymmetrischen Körpers. Dabei wird die Drehkontur in
Abhängigkeit der Werkzeugachse mit folgenden Koordinaten
beschrieben:
verwendete
Werkzeugachse
Axial-Koordinate
Radial-Koordinate
Z
Z
X
X
X
Y
Y
Y
Z
Beispiel:
Wenn Ihre verwendete Werkzeugachse Z ist,
programmieren Sie ihre Drehkontur in axialer Richtung in Z und den
Radius der Kontur in X.
Sie können mit diesem Zyklus eine Außenbearbeitung und eine
Innenbearbeitung durchführen. Einige Hinweise des Kapitels "Beim
Programmieren beachten" werden im folgenden verdeutlicht.
Außerdem finden Sie ein Programmierbeispiel unter "Beispiel
Interpolationsdrehen Zyklus 292", Seite 313
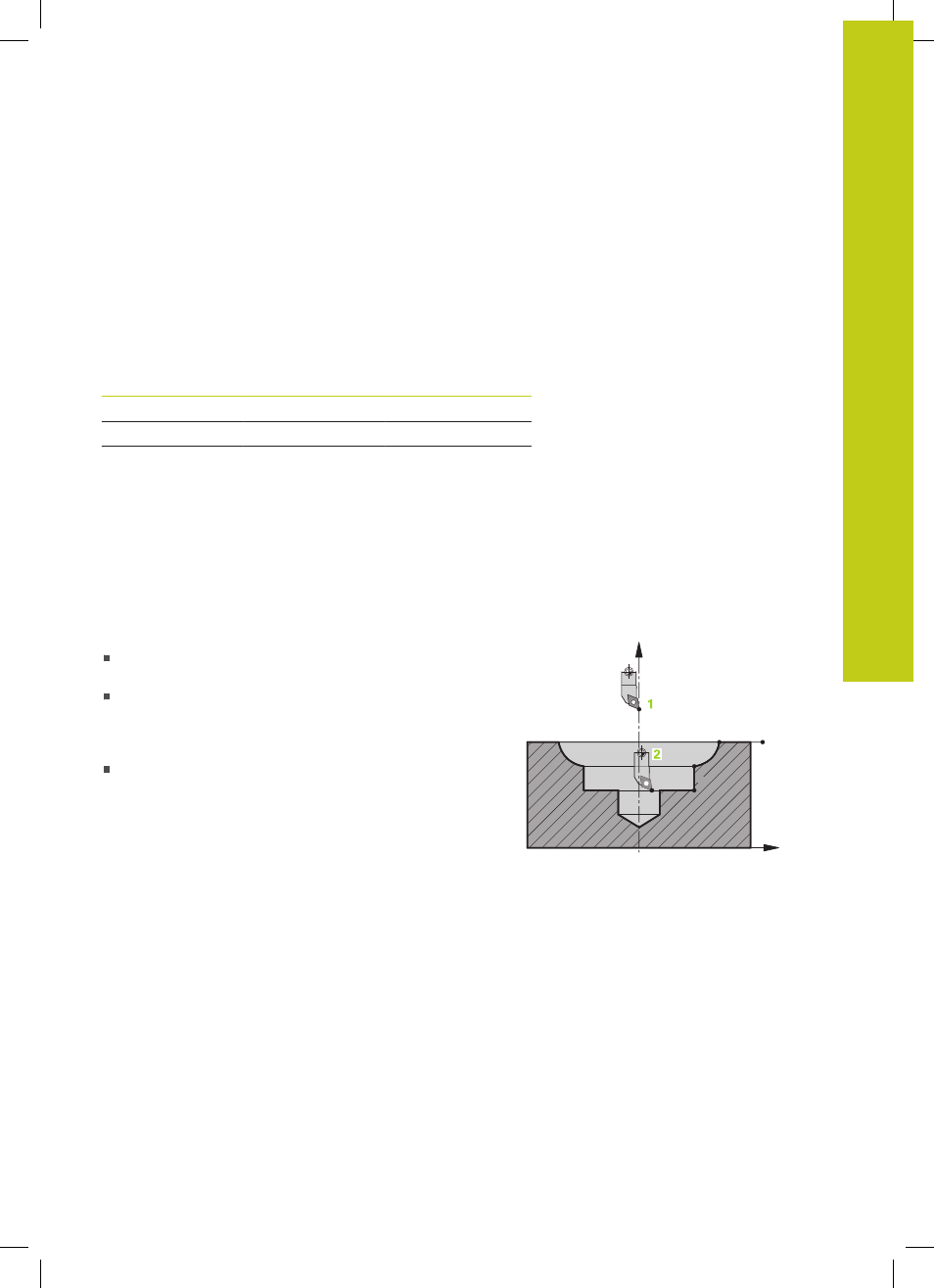
Innenbearbeitung
Die Rotationsmitte ist die Position des Werkzeugs bei
Zyklusaufruf in der Bearbeitungsebene
1
Ab dem Zyklus-Start darf sich weder die
Schneidplatte, noch die Spindelmitte in die
Rotationsmitte bewegen!
Beachten Sie das bei der
Beschreibung Ihrer Kontur!
2
Die beschriebene Kontur wird nicht automatisch
um einen Sicherheitsabstand verlängert.
Eine Verlängerung der Kontur müssen Sie
im Unterprogramm programmieren. In
Werkzeugachsrichtung positioniert die TNC zu Beginn
der Bearbeitung im Eilgang auf den Konturstartpunkt!
Auf dem Startpunkt der Kontur darf kein Material
stehen!
Beachten Sie weitere Punkte bei der Programmierung
Ihrer Innenkontur:
–
Entweder monoton steigende Radial- und Axial-
Koordinaten z.B. 1-5 programmieren
–
Oder monoton fallende Radial- und Axial-
Koordinaten z.B. 5-1 programmieren
–
Programmieren Sie Innenkonturen mit einem
Radius größer als der Werkzeugradius.
1
3
4
5
2
Z
X