Zyklusablauf – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 223
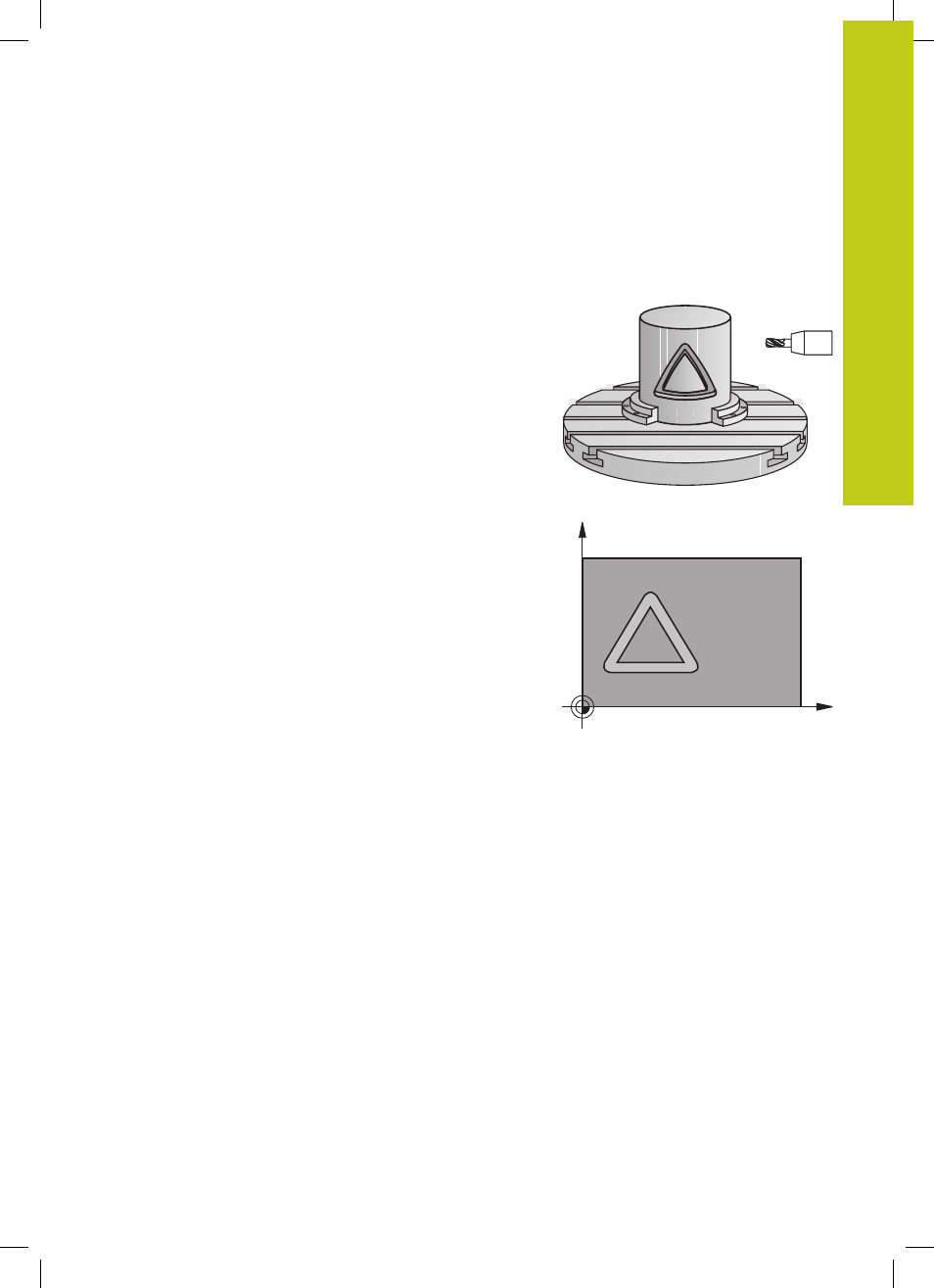
ZYLINDER-MANTEL (Zyklus 27, DIN/ISO: G127, Software-Option 1)
8.2
8
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
223
8.2
ZYLINDER-MANTEL (Zyklus 27,
DIN/ISO: G127, Software-Option 1)
Zyklusablauf
Mit diesem Zyklus können Sie eine auf der Abwicklung definierte
Kontur auf den Mantel eines Zylinders übertragen. Verwenden Sie
den Zyklus 28, wenn Sie Führungsnuten auf dem Zylinder fräsen
wollen.
Die Kontur beschreiben Sie in einem Unterprogramm, das Sie über
Zyklus 14 (KONTUR) festlegen.
Im Unterprogramm beschreiben Sie die Kontur immer mit den
Koordinaten X und Y, unabhängig davon welche Drehachsen an
Ihrer Maschine vorhanden sind. Die Konturbeschreibung ist somit
unabhängig von Ihrer Maschinenkonfiguration. Als Bahnfunktionen
stehen
L, CHF, CR, RND und
CT
zur Verfügung.
Die Angaben für die Winkelachse (X-Koordinaten) können Sie
wahlweise in Grad oder in mm (Inch) eingeben (bei der Zyklus-
Definition über Q17 festlegen).
1 Die TNC positioniert das Werkzeug über den Einstichpunkt;
dabei wird das Schlichtaufmaß Seite berücksichtigt
2 In der ersten Zustell-Tiefe fräst das Werkzeug mit dem
Fräsvorschub Q12 entlang der programmierten Kontur
3 Am Konturende fährt die TNC das Werkzeug auf
Sicherheitsabstand und zurück zum Einstichpunkt
4 Die Schritte 1 bis 3 wiederholen sich, bis die programmierte
Frästiefe Q1 erreicht ist
5 Anschließend fährt das Werkzeug auf Sicherheitsabstand
Y (Z)
X (C)