2 dreh-system anpassen (zyklus 800, din/iso: g800), Anwendung, Dreh-system anpassen (zyklus 800, din/iso: g800) – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 322
Zyklen: Drehen
12.2 DREH-SYSTEM ANPASSEN
(Zyklus 800, DIN/ISO: G800)
12
322
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
12.2
DREH-SYSTEM ANPASSEN
(Zyklus 800, DIN/ISO: G800)
Anwendung
Diese Funktion muss von Ihrem Maschinenhersteller
an die TNC angepasst werden. Beachten Sie Ihr
Maschinenhandbuch!
Um eine Drehbearbeitung ausführen zu können, müssen Sie das
Werkzeug in eine geeignete Lage zur Drehspindel bringen. Dazu
können Sie den Zyklus
800 DREHSYSTEM ANPASSEN verwenden.
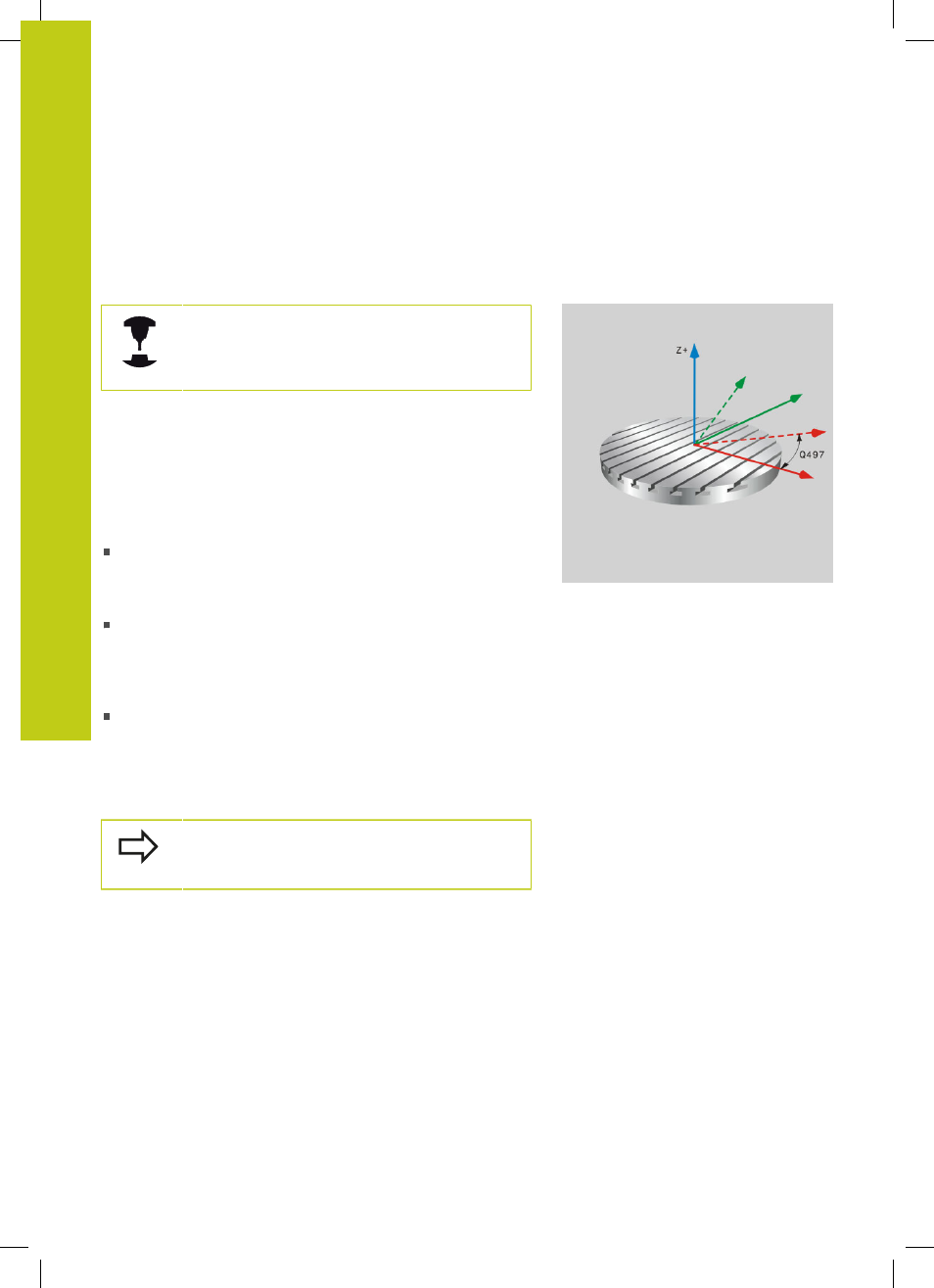
Bei der Drehbearbeitung ist der Anstellwinkel zwischen Werkzeug
und Drehspindel wichtig, um beispielsweise Konturen mit
Hinterschneidungen bearbeiten zu können. Im Zyklus 800
stehen unterschiedliche Möglichkeiten zur Verfügung, um das
Koordinatensystem für eine angestellte Bearbeitung auszurichten:
Falls Sie die Schwenkachse bereits für eine angestellte
Bearbeitung positioiniert haben, können Sie mit dem Zyklus 800
das Koordinatensystem auf die Stellung der Schwenkachsen
ausrichten (
Q530=0)
Der Zyklus 800 berechnet den erforderlichen
Schwenkachswinkel anhand des Anstellwinkels Q531. Abhängig
von der gewählten Strategie im Parameter
ANGESTELLTE
BEARBEITUNG Q530 positioniert die TNC die Schwenkachse mit
(
Q530=1) oder ohne Ausgleichsbewegung (Q530=2)
Der Zyklus 800 berechnet den erforderlichen
Schwenkachswinkel anhand des Anstellwinkels
Q531, führt
aber keine Positionierung der Schwenkachse aus (
Q530=3).
Sie müssen die Schwenkachse nach dem Zyklus selbst auf die
berechneten Werte Q120 (A-Achse), Q121 (B-Achse) und Q122
(C-Achse) positionieren.
Wenn Sie eine Schwenkachsposition ändern,
müssen Sie den Zyklus 800 erneut ausführen, um
das Koordinatensystem auszurichten.