Beim programmieren beachten – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 502
Tastsystemzyklen: Bezugspunkte automatisch erfassen
15.8 BEZUGSPUNKT ECKE AUSSEN (Zyklus 414, DIN/ISO: G414)
15
502
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
Beim Programmieren beachten!
Achtung Kollisionsgefahr!
Wenn Sie mit dem Tastsystem-Zyklus einen
Bezugspunkt setzen (Q303 = 0) und zusätzlich
Antasten TS-Achse (Q381 = 1) verwenden, darf
keine Koordinaten-Umrechnung aktiv sein.
Vor der Zyklus-Definition müssen Sie einen
Werkzeug-Aufruf zur Definition der Tastsystem-Achse
programmiert haben.
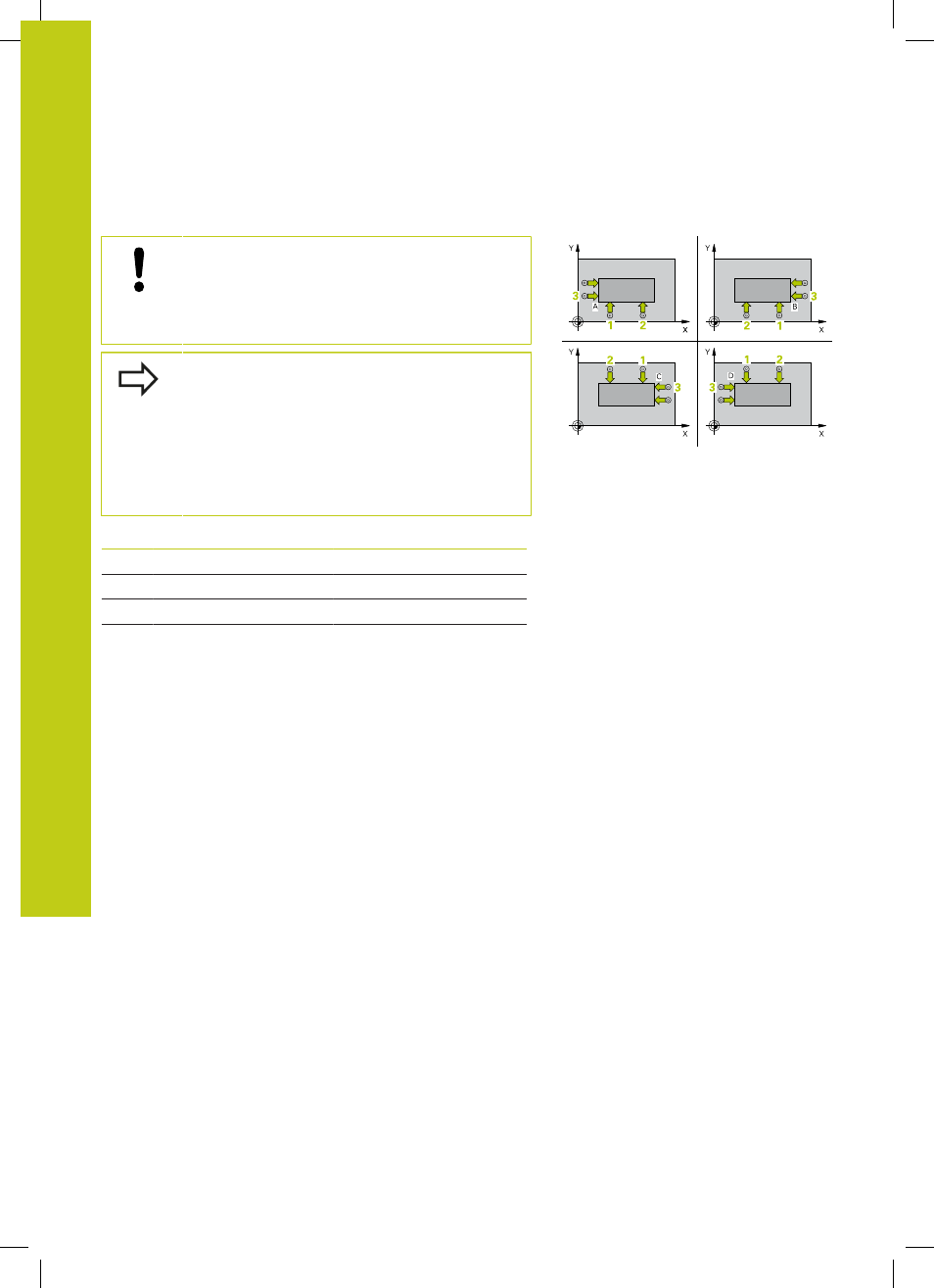
Die TNC misst die erste Gerade immer in Richtung
der Nebenachse der Bearbeitungsebene.
Durch die Lage der Messpunkte
1
und
3
legen Sie
die Ecke fest, an der die TNC den Bezugspunkt setzt
(siehe Bild rechts und nachfolgende Tabelle).
Ecke
Koordinate X
Koordinate Y
A
Punkt
1
größer Punkt
3
Punkt
1
kleiner Punkt
3
B
Punkt
1
kleiner Punkt
3
Punkt
1
kleiner Punkt
3
C
Punkt
1
kleiner Punkt
3
Punkt
1
größer Punkt
3
D
Punkt
1
größer Punkt
3
Punkt
1
größer Punkt
3