Zyklusparameter – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 429
ZAHNRAD ABWÄLZFRÄSEN (Zyklus 880, DIN/ISO: G880) 12.31
12
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
429
Zyklusparameter
Bearbeitungs-Umfang Q215: Bearbeitungs-Umfang
festlegen:
0
: Schruppen und Schlichten
1
: Nur Schruppen
2
: Nur Schlichten auf Fertigmaß
3
: Nur Schlichten auf Aufmaß
Modul Q540: Zahnrad beschreiben: Modul des
Zahnrades. Eingabebereich 0 bis 99,9999
Zähnezahl Q541: Zahnrad beschreiben: Anzahl der
Zähne. Eingabebereich 0 bis 99999
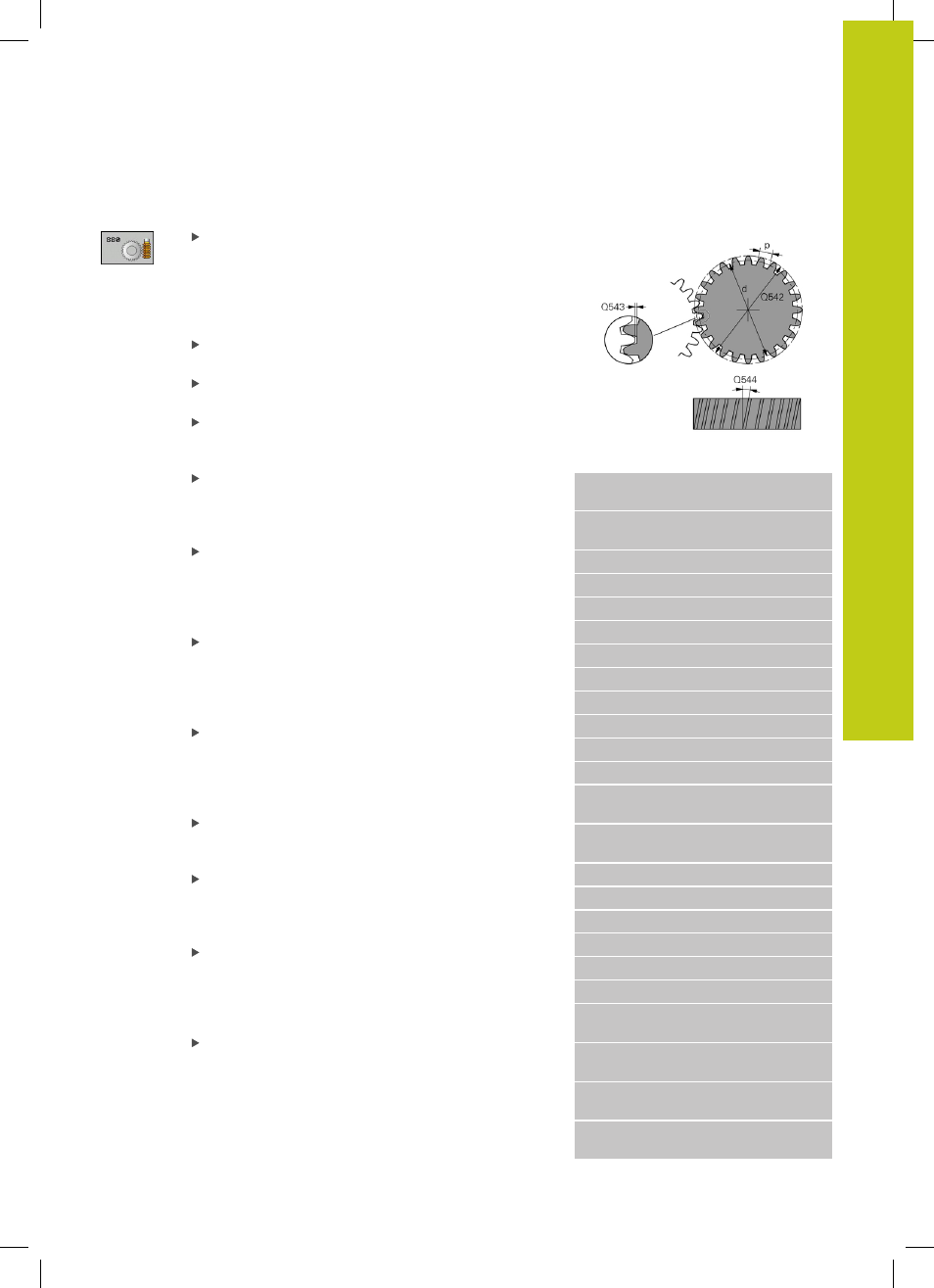
Kopfkreisdurchmesser Q542: Zahnrad beschreiben:
Aussendurchmesser Fertigteil. Eingabebereich 0 bis
99999,9999
Kopfspiel Q543: Zahnrad beschreiben: Abstand
zwischen Kopfkreis des zu fertigenden Zahnrades
und Fußkreis des Gegenrades. Eingabebereich 0 bis
9,9999
Schrägungswinkel Q544: Zahnrad beschreiben:
Winkel, um den die Zähne bei einer
Schrägverzahnung gegenüber der Achsrichtung
geneigt sind. (Bei einer Geradverzahnung beträgt
dieser Winkel 0°) Eingabebereich -45 bis +45
Werkzeug-Steigungswinkel Q545: Werkzeug
beschreiben: Winkel der Flanken des Abwälzfräsers.
Geben Sie diesen Wert in Dezimalschreibweise an.
(Bsp. 0°47'=0,7833) Eingabebereich: -60,0000 bis
+60,0000
Werkz. Drehrichtung (3, 4) Q546: Werkzeug
beschreiben: Spindeldrehrichtung des
Abwälzfräsers:
3
: Rechtsdrehendes Werkzeug (M3)
4
: Linksdrehendes Werkzeug (M4)
Winkeloffset Q547: Winkel, um den die TNC das
Werkstück bei Zyklus-Start dreht. Eingabebereich:
-180,0000 bis +180,0000
Bearbeitungsseite Q550: Festlegen, auf welcher
Seite die Bearbeitung erfolgt.
0
: positive Bearbeitungsseite
1
: negative Bearbeitungsseite
Vorzugsrichtung Q533: Auswahl von alternativen
Anstellmöglichkeiten.
0
: Lösung mit dem kürzesten Weg
-1
: Lösung in negativer Richtung
+1
: Lösung in positiver Richtung
Angestellte Bearbeitung Q530: Schwenkachsen für
angestellte Bearbeitung positionieren:
1
: Schwenkachse automatisch positionieren und
Werkzeugspitze dabei nachführen (MOVE). Die
Relativposition zwischen Werkstück und Werkzeug
wird nicht verändert. Die TNC führt mit den
Linearachsen eine Ausgleichsbewegung aus
2
: Schwenkachse automatisch positionieren, ohne
die Werkzeugspitze nachzuführen (TURN)
NC-Sätze
63 CYCL DEF 880 ZAHNRAD
ABWAELZFR.
Q215=0
;BEARBEITUNGS-
UMFANG
Q540=0
;MODUL
Q541=0
;ZAEHNEZAHL
Q542=0
;KOPFKREISDURCHMESSER
Q543=0.167
;KOPFSPIEL
Q544=0
;SCHRAEGUNGSWINKEL
Q545=0
;WZ-STEIGUNGSWINKEL
Q546=3
;WZ-DREHRICHTNG
Q547=0
;WINKELOFFSET
Q550=1
;BEARBEITUNGSSEITE
Q533=0
;VORZUGSRICHTUNG
Q530=2
;ANGESTELLTE
BEARBEITUNG
Q253=750
;VORSCHUB
VORPOSITIONIEREN
Q260=100
;SICHERE HOEHE
Q553=10
;WERKZEUG L-OFFSET
Q551=0
;STARTPUNKT IN Z
Q552=-10
;ENDPUNKT IN Z
Q463=1
;MAX. SCHNITTTIEFE
Q460=2
;SICHERHEITS-ABSTAND
Q488=0.3
;VORSCHUB
EINTAUCHEN
Q478=0.3
;VORSCHUB
SCHRUPPEN
Q483=0.4
;AUFMASS
DURCHMESSER
Q505=0.2
;VORSCHUB
SCHLICHTEN