4 programmierbeispiele, Beispiel: lochkreise, Programmierbeispiele – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 184
Bearbeitungszyklen: Musterdefinitionen
6.4
Programmierbeispiele
6
184
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
6.4
Programmierbeispiele
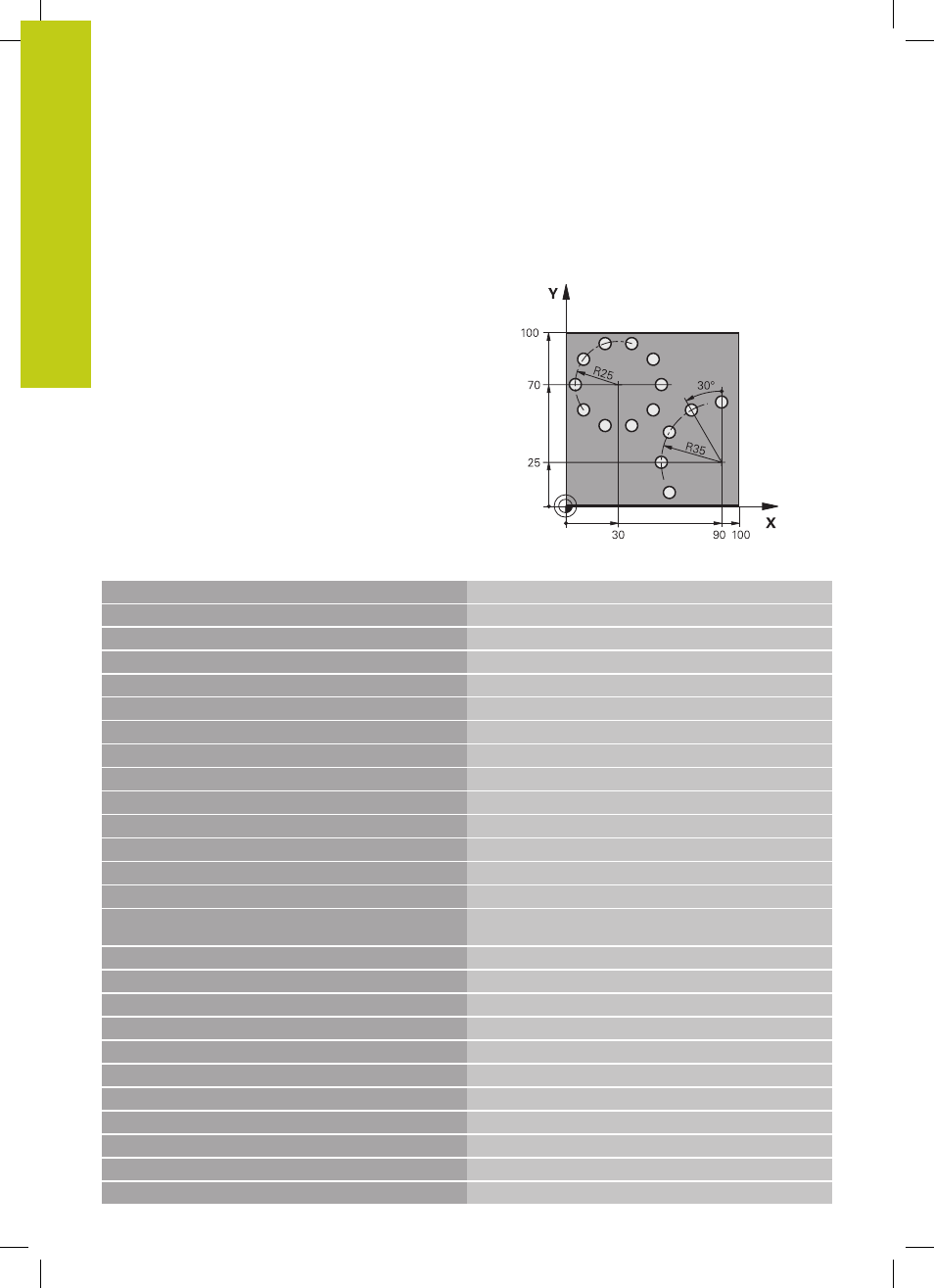
Beispiel: Lochkreise
0 BEGIN PGM BOHRB MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
Rohteil-Definition
2 BLK FORM 0.2 Y+100 Y+100 Z+0
3 TOOL CALL 1 Z S3500
Werkzeug-Aufruf
4 L Z+250 R0 FMAX M3
Werkzeug freifahren
5 CYCL DEF 200 BOHREN
Zyklus-Definition Bohren
Q200=2
;SICHERHEITS-ABST.
Q201=-15
;TIEFE
Q206=250
;VORSCHUB TIEFENZ.
Q202=4
;ZUSTELL-TIEFE
Q210=0
;VERWEILZEIT OBEN
Q203=+0
;KOOR. OBERFLAECHE
Q204=0
;2. SICHERHEITS-ABST.
Q211=0.25
;VERWEILZEIT UNTEN
6 CYCL DEF 220 MUSTER KREIS
Zyklus-Definition Lochkreis 1, CYCL 200 wird automatisch
gerufen, Q200, Q203 und Q204 wirken aus Zyklus 220
Q216=+30
;MITTE 1. ACHSE
Q217=+70
;MITTE 2. ACHSE
Q244=50
;TEILKREIS-DURCHM.
Q245=+0
;STARTWINKEL
Q246=+360
;ENDWINKEL
Q247=+0
;WINKELSCHRITT
Q241=10
;ANZAHL BEARBEITUNGEN
Q200=2
;SICHERHEITS-ABST.
Q203=+0
;KOOR. OBERFLAECHE
Q204=100
;2. SICHERHEITS-ABST.
Q301=1
;FAHREN AUF S. HOEHE