Beispiel interpolationsdrehen zyklus 292, Programmierbeispiele 11.11 – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 313
Programmierbeispiele 11.11
11
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
313
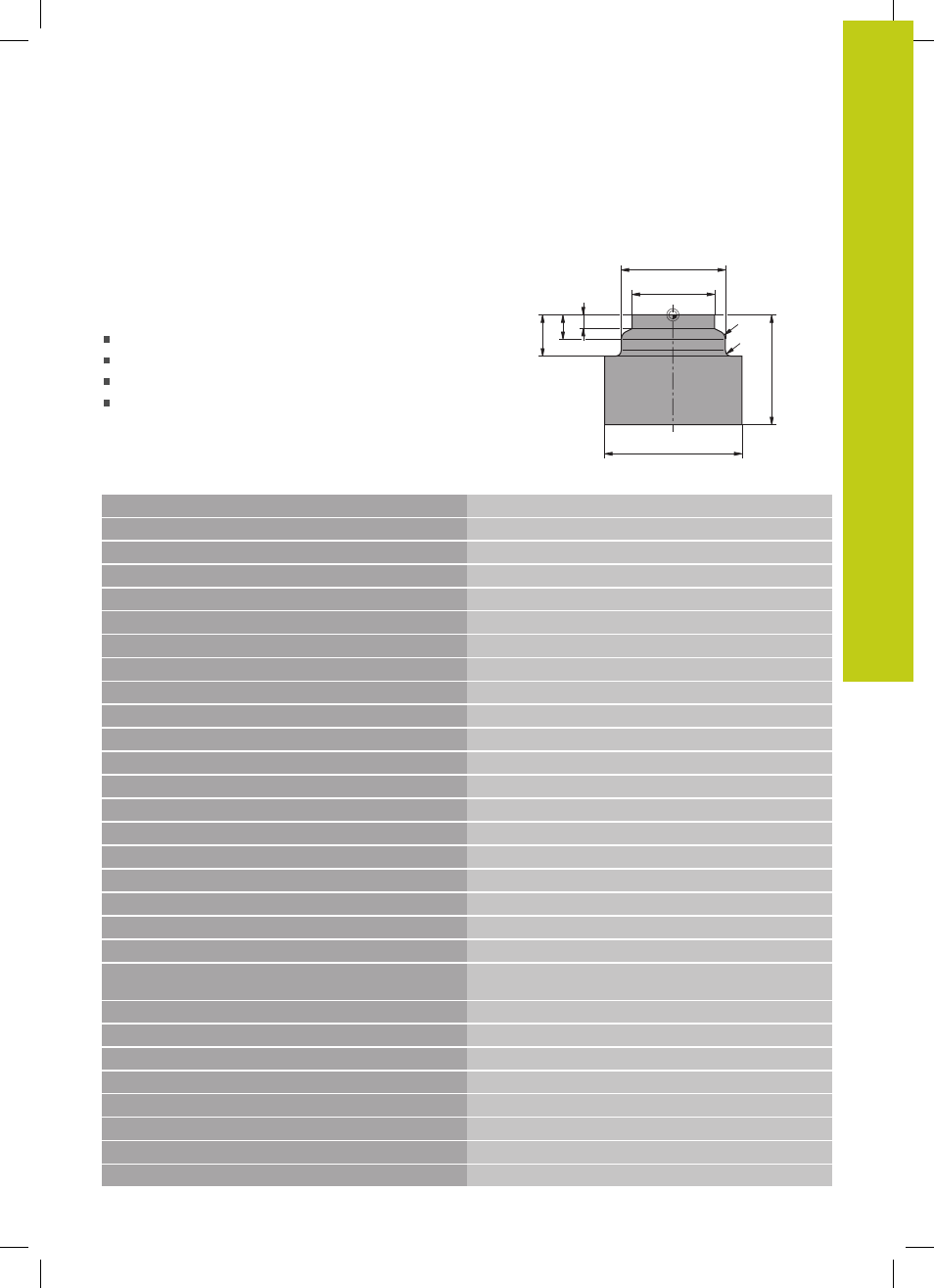
Beispiel Interpolationsdrehen Zyklus 292
Im Folgenden Programm wird Zyklus 292
INTERPOLATIONSDREHEN KONTURSCHLICHTEN
verwendet. Dieses Beispielprogramm zeigt die Fertigung
einer Außenkontur mit drehender Frässpindel.
Programm-Ablauf
Werkzeugaufruf: Fräser D20
Zyklus 32 Toleranz
Verweis auf die Kontur mit Zyklus 14
Zyklus 292 Interpolationsdrehen Kontur
40
5
7
15
50
30
38
0 BEGIN PGM 2 MM
1 BLK FORM CYLINDER Z R25 L40
Rohteil-Definition Zylinder
2 TOOL CALL "D20" Z S111
Werkzeugaufruf: Schaftfräser D20
3 CYCL DEF 32.0 TOLERANZ
Mit Zyklus 32 Toleranz festlegen
4 CYCL DEF 32.1 T0.05
5 CYCL DEF 32.2 HSC-MODE:1
6 CYCL DEF 14.0 KONTUR
Mit Zyklus 14 auf die Kontur im LBL1 verweisen
7 CYCL DEF 14.1 KONTURLABEL1
8 CYCL DEF 292 IPO.-DREHEN KONTUR
Zyklus 292 definieren
Q560=+1
;SPINDEL KOPPELN
Q336=+0
;WINKEL SPINDEL
Q546=+3
;WZ-DREHRICHTUNG
Q529=+0
;BEARBEITUNGSART
Q221=+0
;FLAECHENAUFMASS
Q441=+1
;ZUSTELLUNG
Q449=+15000
;VORSCHUB
Q491=+15
;KONTURSTART RADIUS
Q357=+2
;SI.-ABSTAND SEITE
Q445=+50
;SICHERE HOEHE
9 L Z+50 R0 FMAX M3
In Werkzeugachse vorpositionieren, Spindel ein
10 L X+0 Y+0 R0 FMAX M99
In Bearbeitungsebene auf Rotationsmittelpunkt
vorpositionieren, Zyklusaufruf
11 LBL 1
LBL1 enthält die Kontur
12 L Z+2 X+15
13 L Z-5
14 L Z-7 X+19
15 RND R3
16 L Z-15
17 RND R2
18 L X+27