Zyklusablauf, Beim programmieren beachten – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 461
GRUNDDREHUNG über eine Drehachse kompensieren (Zyklus 403,
DIN/ISO: G403)
14.5
14
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
461
14.5
GRUNDDREHUNG über eine
Drehachse kompensieren (Zyklus
403, DIN/ISO: G403)
Zyklusablauf
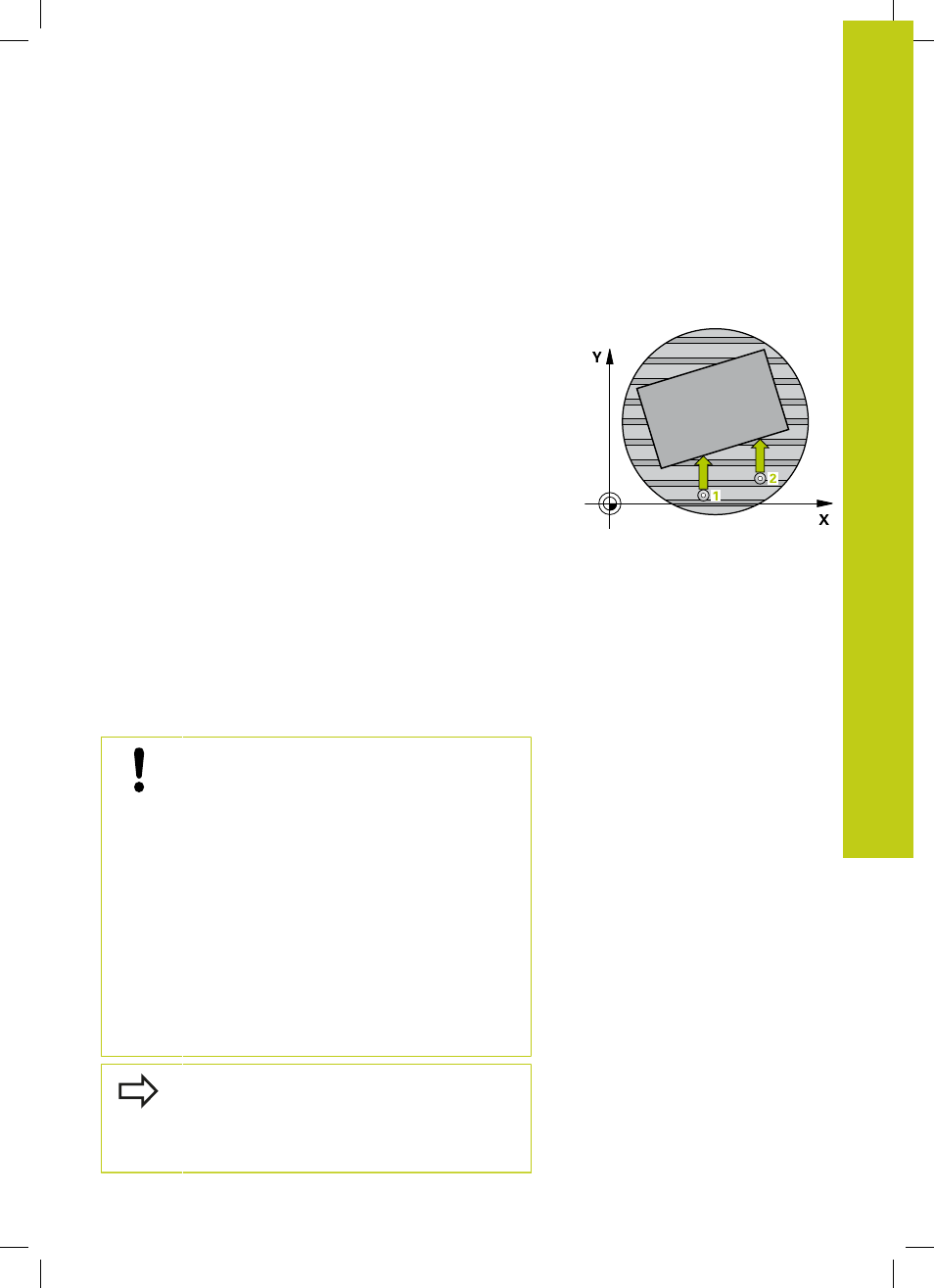
Der Tastsystem-Zyklus 403 ermittelt durch Messung zweier
Punkte, die auf einer Geraden liegen müssen, eine Werkstück-
Schieflage. Die ermittelte Werkstück-Schieflage kompensiert die
TNC durch Drehung der A-, B- oder C-Achse. Das Werkstück darf
dabei beliebig auf dem Rundtisch aufgespannt sein.
1 Die TNC positioniert das Tastsystem mit Eilvorschub (Wert aus
Spalte
FMAX) und mit Positionierlogik (siehe "Tastsystemzyklen
abarbeiten", Seite 446) zum programmierten Antastpunkt
1
. Die
TNC versetzt dabei das Tastsystem um den Sicherheits-Abstand
entgegen der festgelegten Verfahrrichtung
2 Anschließend fährt das Tastsystem auf die eingegebene
Messhöhe und führt den ersten Antast-Vorgang mit Antast-
Vorschub (Spalte
F) durch
3 Anschließend fährt das Tastsystem zum nächsten Antastpunkt
2
und führt den zweiten Antast-Vorgang durch
4 Die TNC positioniert das Tastsystem zurück auf die Sichere
Höhe und dreht die im Zyklus definierte Drehachse um den
ermittelten Wert. Optional können Sie festlegen, ob die TNC
den ermittelten Drehwinkel in der Preset-Tabelle bzw. in der
Nullpunkt-Tabelle auf 0 setzen soll.
Beim Programmieren beachten!
Achtung Kollisionsgefahr!
Achten Sie auf ausreichend große sichere Höhe,
so dass beim abschließenden Positionieren der
Drehachse keine Kollisionen entstehen können!
Wenn Sie im Parameter
Q312 Achse für
Ausgleichsbewegung den Wert 0 eingeben,
ermittelt der Zyklus die auszurichtende Drehachse
automatisch (empfohlene Einstellung). Dabei wird,
abhängig von der Reihenfolge der Antastpunkte,
ein Winkel mit der tatsächlichen Richtung ermittelt.
Der ermittelte Winkel zeigt vom ersten und zum
zweiten Antastpunkt. Wenn Sie im Parameter
Q312
die A-, B- oder C-Achse als Ausgleichsachse wählen,
ermittelt der Zyklus den Winkel unabhängig von
der Reihenfolge der Antastpunkte. Der berechnete
Winkel liegt im Bereich von -90 bis +90°. Überprüfen
Sie nach dem Ausrichten die Stellung der Drehachse!
Vor der Zyklus-Definition müssen Sie einen
Werkzeug-Aufruf zur Definition der Tastsystem-Achse
programmiert haben.
Die TNC speichert den ermittelten Winkel auch im
Parameter
Q150 ab.