Zyklusparameter – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 307
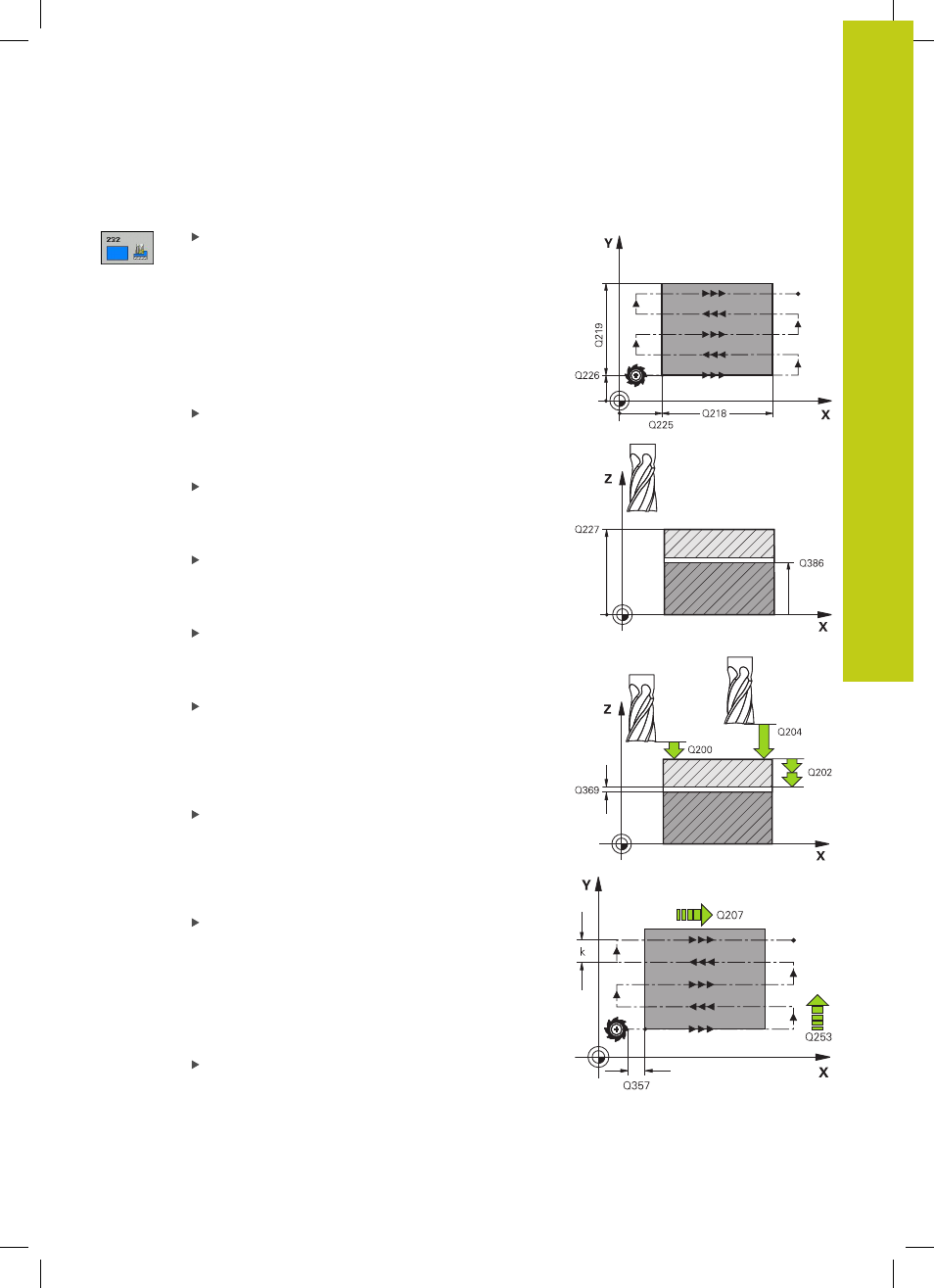
PLANFRAESEN (Zyklus 232, DIN/ISO: G232)
11.9
11
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
307
Zyklusparameter
Bearbeitungsstrategie (0/1/2) Q389: Festlegen,
wie die TNC die Fläche bearbeiten soll:
0
: Mäanderförmig bearbeiten, seitliche Zustellung
im Positionier-Vorschub ausserhalb der zu
bearbeitenden Fläche
1
: Mäanderförmig bearbeiten, seitliche Zustellung
im Fräsvorschub am Rand der zu bearbeitenden
Fläche
2
: Zeilenweise bearbeiten, Rückzug und seitliche
Zustellung im Positionier-Vorschub
Startpunkt 1. Achse Q225 (absolut): Startpunkt-
Koordinate der zu bearbeitenden Fläche in der
Hauptachse der Bearbeitungsebene. Eingabebereich
-99999,9999 bis 99999,9999
Startpunkt 2. Achse Q226 (absolut): Startpunkt-
Koordinate der zu bearbeitenden Fläche in
der Nebenachse der Bearbeitungsebene.
Eingabebereich -99999,9999 bis 99999,9999
Startpunkt 3. Achse Q227 (absolut): Koordinate
Werkstück-Oberfläche, von der aus die Zustellungen
berechnet werden. Eingabebereich -99999,9999 bis
99999,9999
Endpunkt 3. Achse Q386 (absolut): Koordinate in
der Spindelachse, auf die die Fläche plangefräst
werden soll. Eingabebereich -99999,9999 bis
99999,9999
1. Seiten-Länge Q218 (inkremental): Länge der
zu bearbeitenden Fläche in der Hauptachse der
Bearbeitungsebene. Über das Vorzeichen können
Sie die Richtung der ersten Fräsbahn bezogen auf
den
Startpunkt 1. Achse festlegen. Eingabebereich
-99999,9999 bis 99999,9999
2. Seiten-Länge Q219 (inkremental): Länge der
zu bearbeitenden Fläche in der Nebenachse
der Bearbeitungsebene. Über das Vorzeichen
können Sie die Richtung der ersten Querzustellung
bezogen auf den
Startpunkt 2. Achse festlegen.
Eingabebereich -99999,9999 bis 99999,9999
Maximale Zustell-Tiefe Q202 (inkremental): Maß,
um welches das Werkzeug jeweils
maximal
zugestellt wird. Die TNC berechnet die tatsächliche
Zustell-Tiefe aus der Differenz zwischen Endpunkt
und Startpunkt in der Werkzeugachse – unter
Berücksichtigung des Schlichtaufmaßes – so, dass
jeweils mit gleichen Zustell-Tiefen bearbeitet wird.
Eingabebereich 0 bis 99999,9999
Schlichtaufmaß Tiefe Q369 (inkremental): Wert,
mit dem die letzte Zustellung verfahren werden soll.
Eingabebereich 0 bis 99999,9999