Anwendung, Zyklusablauf, Gewinde konturparallel (zyklus 830, din/iso: g830) – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 422
Zyklen: Drehen
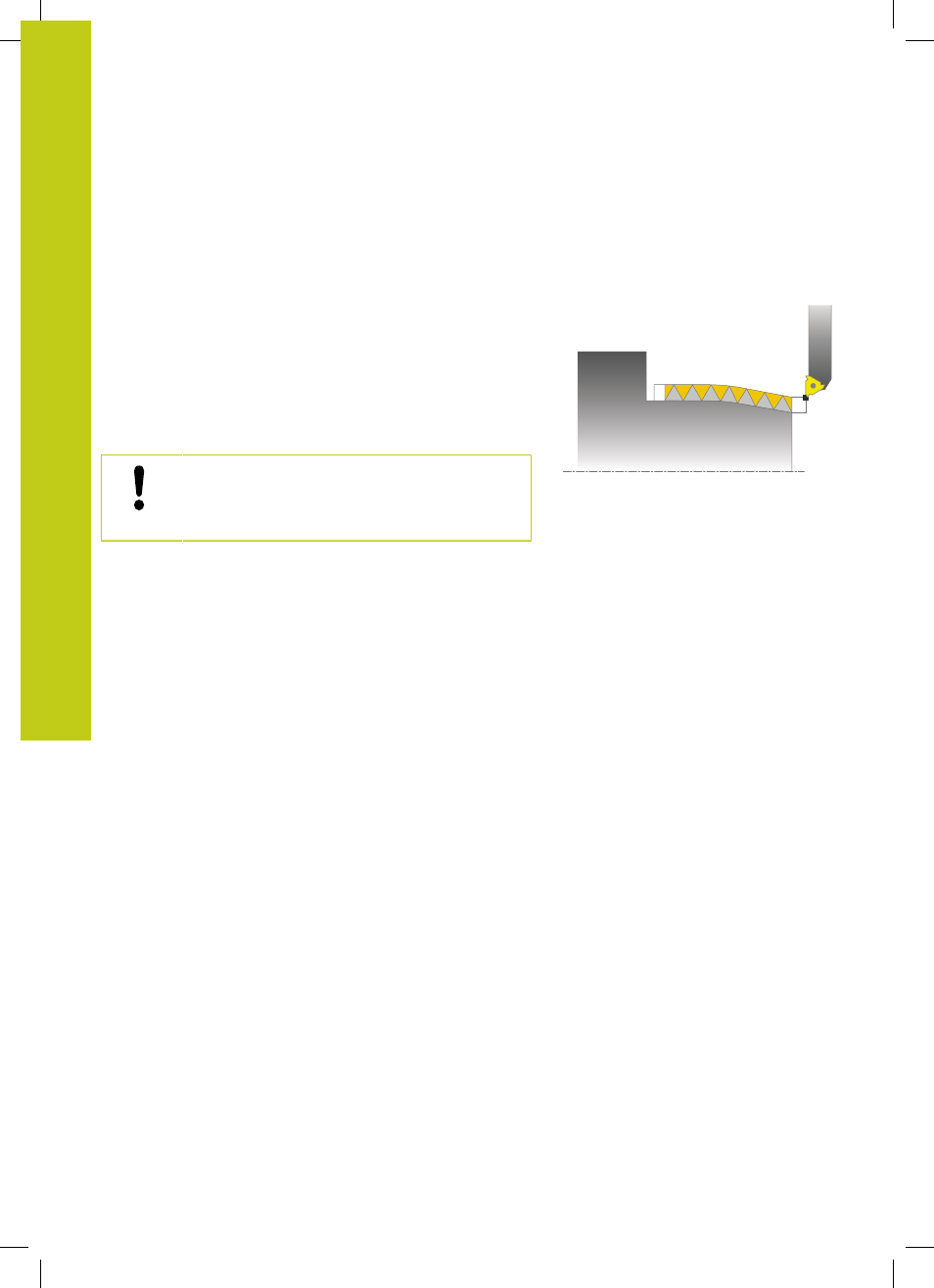
12.30 GEWINDE KONTURPARALLEL
(Zyklus 830, DIN/ISO: G830)
12
422
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
12.30
GEWINDE KONTURPARALLEL
(Zyklus 830, DIN/ISO: G830)
Anwendung
Mit diesem Zyklus können Sie Gewinde mit einer beliebigen Form
sowohl längs- als auch plandrehen.
Sie können mit dem Zyklus ein- oder merhrgängige Gewinde
herstellen.
Wenn Sie in dem Zyklus keine Gewindetiefe eingeben, verwendet
der Zyklus eine genormte Gewindetiefe.
Sie können den Zyklus für die Innen- und Außenbearbeitung
verwenden.
Der Zyklus 830 führt den Überlauf
Q466 im
Anschluss an die programmierte Kontur aus.
Beachten Sie die Platzverhältnisse.
Zyklusablauf
Die TNC verwendet die Werkzeug-Position beim Zyklus-Aufruf als
Zyklus-Startpunkt.
1 Die TNC positioniert das Werkzeug im Eilgang auf
Sicherheitsabstand vor dem Gewinde und führt eine
Zustellbewegung aus.
2 Die TNC führt einen Gewindeschnitt parallel zur definierten
Gewindekontur aus. Dabei synchronisiert die TNC Vorschub und
Drehzahl so, dass die definierte Steigung entsteht.
3 Die TNC hebt das Werkzeug im Eilgang um den
Sicherheitsabstand ab.
4 Die TNC positioniert das Werkzeug im Eilgang zurück zum
Schnittanfang.
5 Die TNC führt eine Zustellbewegung aus. Die Zustellungen
werden entsprechend dem Zustellwinkel
Q467 ausgeführt.
6 Die TNC wiederholt den Ablauf (2 bis 5), bis die Gewindetiefe
erreicht wird.
7 Die TNC führt die in
Q476 definierten Anzahl der Leerschnitte
aus.
8 Die TNC wiederholt den Ablauf (2 bis 7) entsprechend der
Gangzahl
Q475.
9 Die TNC positioniert das Werkzeug im Eilgang zurück zum
Zyklus-Startpunkt.