Anwendung, Zyklusablauf schruppen – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 385
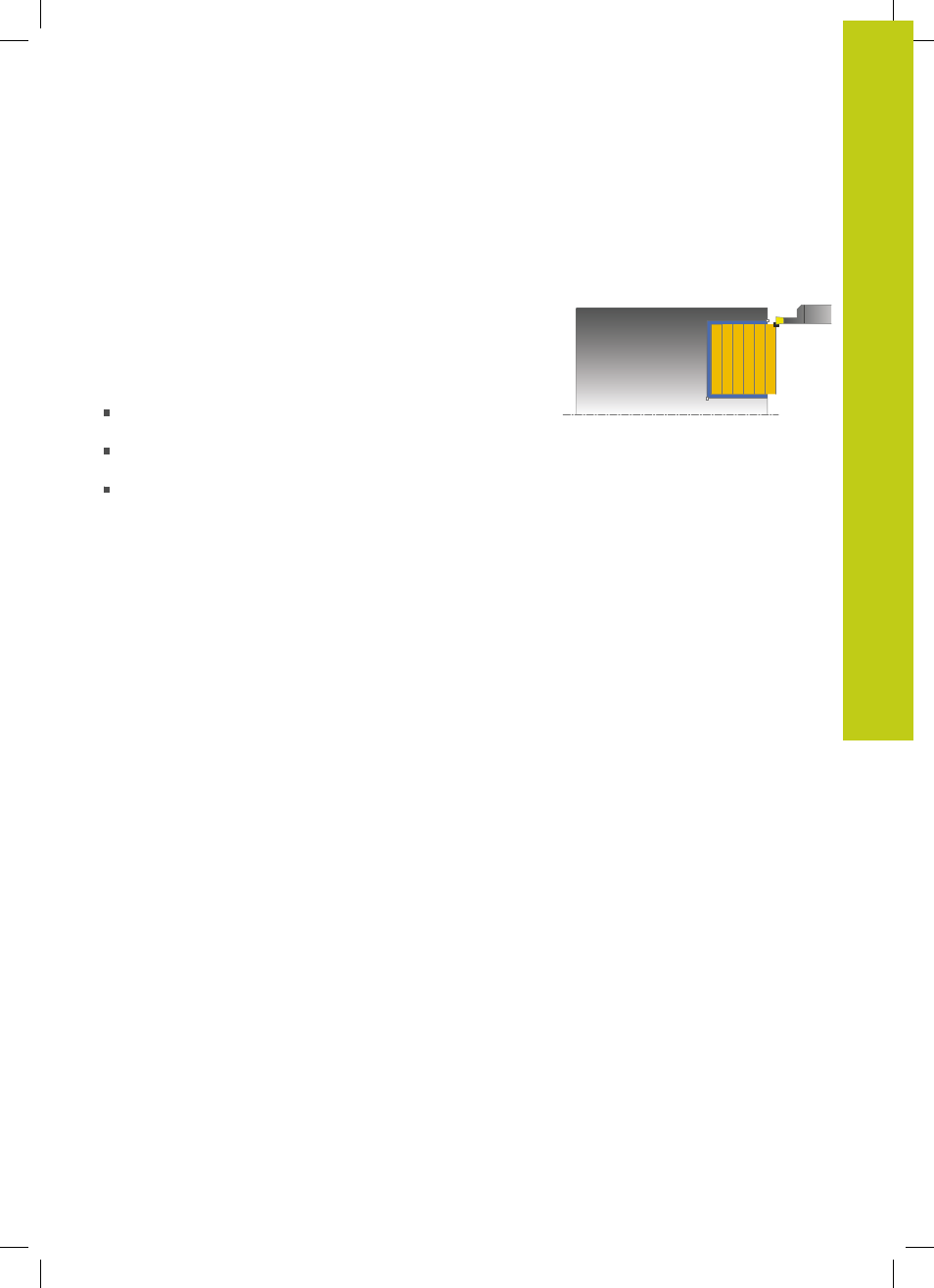
STECHDREHEN ERWEITERT AXIAL
(Zyklus 852, DIN/ISO: G852)
12.20
12
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
385
12.20
STECHDREHEN ERWEITERT AXIAL
(Zyklus 852, DIN/ISO: G852)
Anwendung
Mit diesem Zyklus können Sie rechtwinklige Nuten in
Querrichtung stechdrehen. Beim Stechdrehen wird abwechselnd
eine Stechbewegung auf Zustelltiefe und nachfolgend eine
Schruppbewegung ausgeführt. Dadurch erfolgt die Bearbeitung
mit möglichst wenig Abhebe- und Zustellbewegungen. Erweiterter
Funktionsumfang:
Am Konturanfang und Konturende können Sie eine Fase oder
Rundung einfügen
Im Zyklus können Sie Winkel für die Seitenwände der Nut
definieren
In den Konturecken können Sie Radien einfügen
Sie können den Zyklus wahlweise für die Schrupp-, Schlicht-
oder Komplettbearbeitung verwenden. Das Abspanen bei der
Schruppbearbeitung erfolgt achsparallel.
Sie können den Zyklus für die Innen- und Außenbearbeitung
verwenden. Wenn der Startdurchmesser
Q491 größer
ist als der Enddurchmesser
Q493, führt der Zyklus eine
Außenbearbeitung aus. Ist der Startdurchmesser Q491 kleiner als
der Enddurchmesser Q493, führt der Zyklus eine Innenbearbeitung
aus.
Zyklusablauf Schruppen
Die TNC verwendet die Werkzeug-Position beim Zyklus-Aufruf als
Zyklus-Startpunkt. Falls die Z-Koordinate des Startpunktes kleiner
ist als
Q492 KONTURSTART Z, positioniert die TNC das Werkzeug
in der Z-Koordinate auf
Q492 und startet den Zyklus von dort.
1 Vom Zyklus-Startpunkt aus führt die TNC eine Stechbewegung
bis zur ersten Zustelltiefe aus.
2 Die TNC zerspant den Bereich zwischen Startposition und
Endpunkt in Querrichtung mit dem definierten Vorschub
Q478.
3 Falls im Zyklus der Eingabeparameter
Q488
definiert wurde,
werden Eintauchelemente mit diesem Eintauchvorschub
bearbeitet.
4 Falls im Zyklus nur eine Bearbeitungsrichtung
Q507=1 gewählt
wurde, hebt die TNC das Werkzeug um den Sicherheitsabstand
ab, fährt im Eilgang zurück und fährt die Kontur mit dem
definierten Vorschub wieder an. Bei Bearbeitungsrichtung
Q507=0 wird die Zustellung an beiden Seiten ausgeführt.
5 Das Werkzeug sticht bis zur nächsten Zustelltiefe ein.
6 Die TNC wiederholt diesen Ablauf (2 bis 4), bis die Nuttiefe
erreicht ist.
7 Die TNC positioniert das Werkzeug zurück auf
Sicherheitsabstand und führt an beiden Seitenwänden eine
Stechbewegung aus.
8 Die TNC fährt das Werkzeug im Eilgang zurück zum Zyklus-
Startpunkt.