Zyklusparameter – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 387
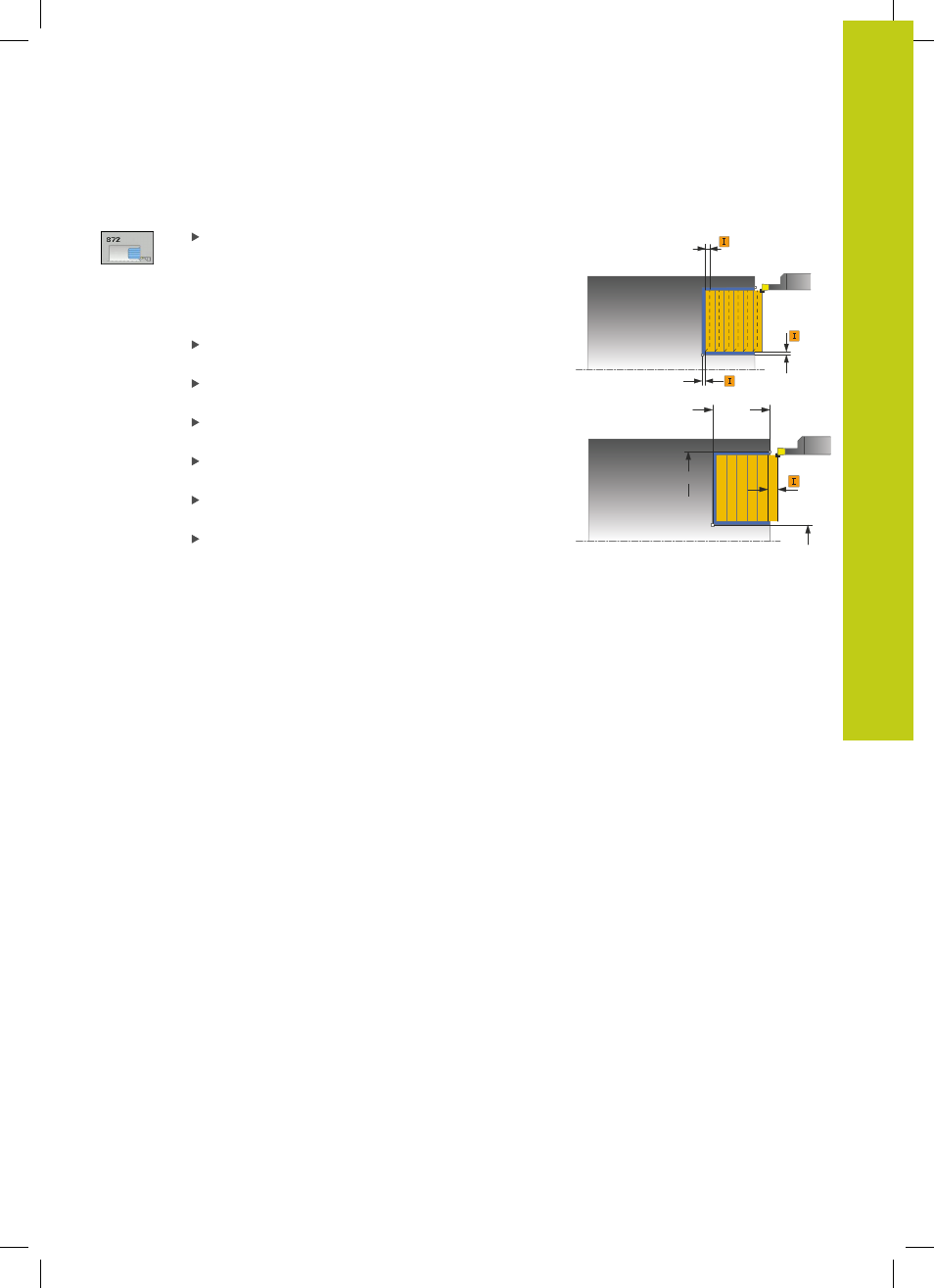
STECHDREHEN ERWEITERT AXIAL
(Zyklus 852, DIN/ISO: G852)
12.20
12
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
387
Zyklusparameter
Bearbeitungs-Umfang Q215: Bearbeitungs-Umfang
festlegen:
0
: Schruppen und Schlichten
1
: Nur Schruppen
2
: Nur Schlichten auf Fertigmaß
3
: Nur Schlichten auf Aufmaß
Sicherheits-Abstand Q460: reserviert, derzeit keine
Funktion
Konturstart Durchmesser Q491: X-Koordinate des
Konturstartpunkts (Durchmesserangabe)
Konturstart Z Q492: Z-Koordinate des
Konturstartpunkts
Konturende Durchmesser Q493: X-Koordinate des
Konturendpunkts (Durchmesserangabe)
Konturende Z Q494: Z-Koordinate des
Konturendpunkts
Winkel Flanke Q495: Winkel zwischen der
Flanke am Konturstartpunkt und der Parallelen zur
Drehachse
Ø Q483
Q484
Q460
Ø Q491
Q492
Ø Q493
Q494
Q463