Beim programmieren beachten, Zyklusparameter – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 310
Zyklen: Sonderfunktionen
11.10 BELADUNG ERMITTELN (Zyklus 239 DIN/ISO: G239, Software-
Option 143)
11
310
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
Beim Programmieren beachten!
Zyklus 239 wirkt sofort nach der Definition
Wenn Sie einen Satzvorlauf durchführen, und die
TNC dabei Zyklus 239 überliest, ignoriert die TNC
diesen Zyklus - es wird kein Wiegelauf durchgeführt.
Ihre Maschine muss vom Maschinenhersteller für
diesen Zyklus vorbereitet sein
Zyklus 239 arbeitet nur mit Option #143 LAC (Load
Adaptive Control)
Dieser Zyklus kann unter Umständen umfassende
Bewegungen in mehreren Achsen ausführen!
Die TNC bewegt die Achsen im Eilgang.
Stellen Sie den Poti für Vorschub-, Eilgangoveride
auf mindestens 50%, damit die Beladung korrekt
ermittelt werden kann.
Vor Zyklus-Start fährt die TNC ggf. eine
sichere Position an, diese Position wird vom
Maschinenhersteller festgelegt!
Informieren Sie sich bei Ihrem Maschinenhersteller
über Art und Umfang der Bewegungen von Zyklus
239, bevor Sie diesen Zyklus verwenden!
Zyklusparameter
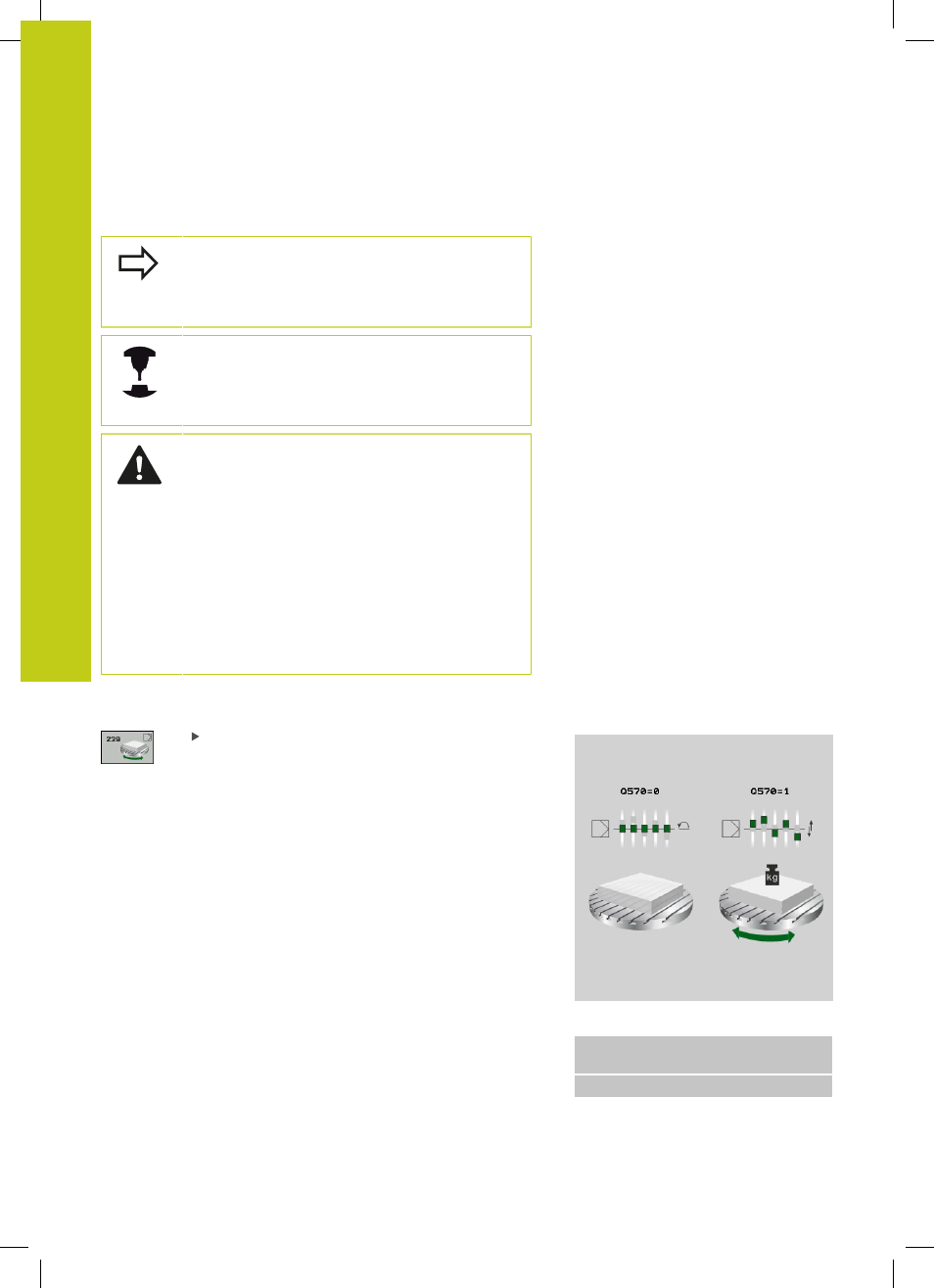
BELADUNG ERMITTELN Q570: Festlegen, ob
die TNC einen LAC (Load adaptive control)
Wiegelauf durchführen soll, oder ob die zuletzt
ermittelten, beladungsabhängigen Vorsteuer- und
Reglerparameter zurückgesetzt werden sollen:
0
: LAC zurücksetzen, die zuletzt von der TNC
gesetzten Werte werden zurückgesetzt, die TNC
arbeitet mit beladungsunabhängigen Vorsteuer- und
Reglerparametern
1
: Wiegelauf durchführen, die TNC bewegt die
Achsen und ermittelt dadurch Vorsteuer- und
Reglerparameter in Abhängigkeit der aktuellen
Beladung, die ermittelten Werte werden sofort
aktiviert
NC-Sätze
62 CYCL DEF 239 BELADUNG
ERMITTELN
Q570=+0
;BELADUNGSERMITTLUNG