Zyklusparameter – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 518
Tastsystemzyklen: Bezugspunkte automatisch erfassen
15.12 BEZUGSPUNKT MITTE 4 BOHRUNGEN (Zyklus 418, DIN/ISO: G418)
15
518
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
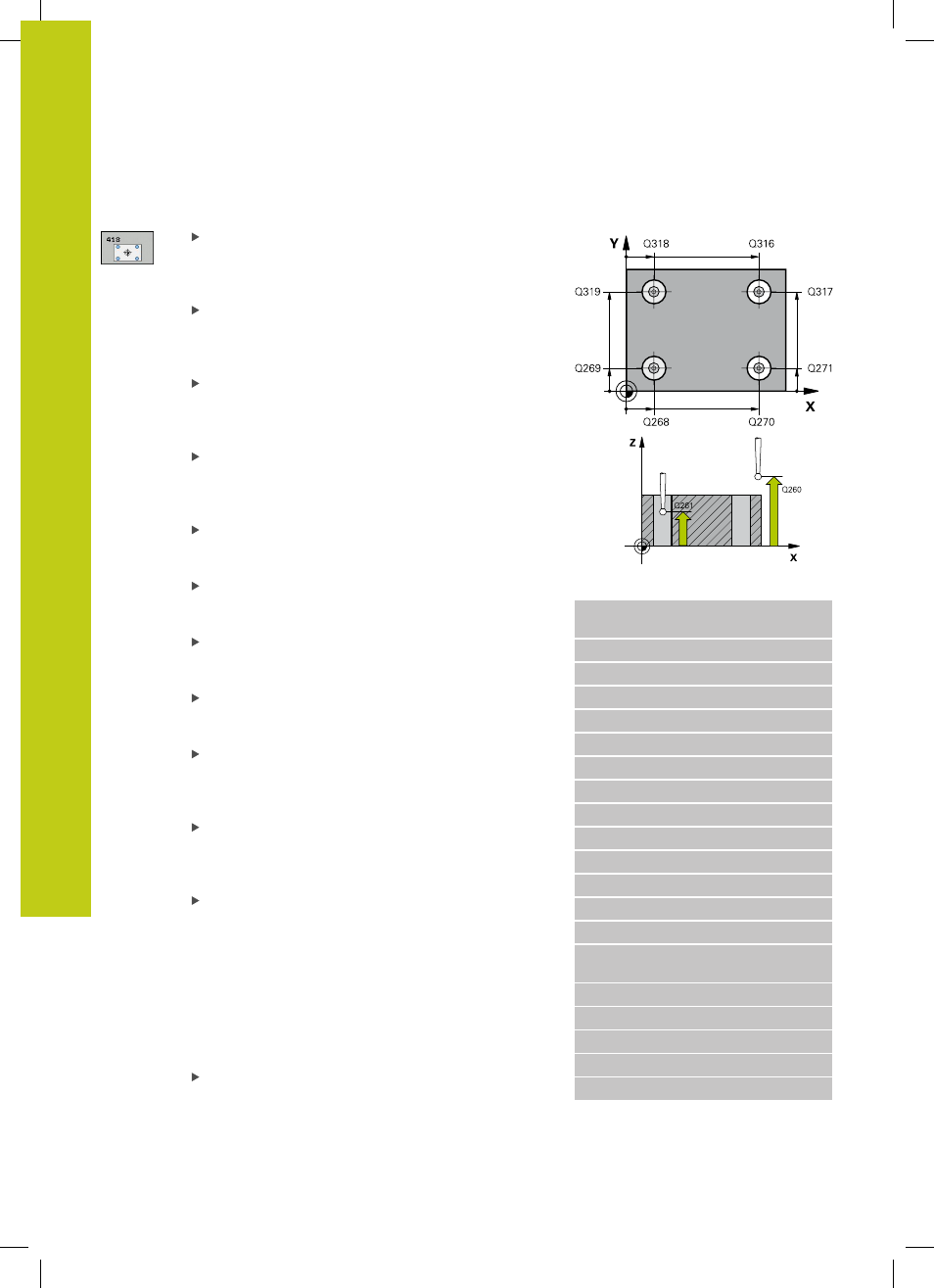
Zyklusparameter
1. Bohrung: Mitte 1. Achse Q268 (absolut):
Mittelpunkt der ersten Bohrung in der Hauptachse
der Bearbeitungsebene. Eingabebereich
-99999,9999 bis 99999,9999
1. Bohrung: Mitte 2. Achse Q269 (absolut):
Mittelpunkt der ersten Bohrung in der Nebenachse
der Bearbeitungsebene. Eingabebereich
-99999,9999 bis 99999,9999
2. Bohrung: Mitte 1. Achse Q270 (absolut):
Mittelpunkt der zweiten Bohrung in der Hauptachse
der Bearbeitungsebene. Eingabebereich
-99999,9999 bis 99999,9999
2. Bohrung: Mitte 2. Achse Q271 (absolut):
Mittelpunkt der zweiten Bohrung in der Nebenachse
der Bearbeitungsebene. Eingabebereich
-99999,9999 bis 99999,9999
3 Mitte 1. Achse Q316 (absolut): Mittelpunkt der 3.
Bohrung in der Hauptachse der Bearbeitungsebene.
Eingabebereich -99999,9999 bis 99999,9999
3 Mitte 2. Achse Q317 (absolut): Mittelpunkt der 3.
Bohrung in der Nebenachse der Bearbeitungsebene.
Eingabebereich -99999,9999 bis 99999,9999
4 Mitte 1. Achse Q318 (absolut): Mittelpunkt der 4.
Bohrung in der Hauptachse der Bearbeitungsebene.
Eingabebereich -99999,9999 bis 99999,9999
4 Mitte 2. Achse Q319 (absolut): Mittelpunkt der 4.
Bohrung in der Nebenachse der Bearbeitungsebene.
Eingabebereich -99999,9999 bis 99999,9999
Messhöhe in der Tastsystem-Achse Q261 (absolut):
Koordinate des Kugelzentrums (=Berührpunkt) in der
Tastsystem-Achse, auf der die Messung erfolgen
soll. Eingabebereich -99999,9999 bis 99999,9999
Sichere Höhe Q260 (absolut): Koordinate in der
Tastsystem-Achse, in der keine Kollision zwischen
Tastsystem und Werkstück (Spannmittel) erfolgen
kann. Eingabebereich -99999,9999 bis 99999,9999
Nullpunkt-Nummer in Tabelle Q305: Nummer
in der Nullpunkt-Tabelle/Preset-Tabelle angeben,
in der die TNC die Koordinaten des Schnittpunkts
der Verbindungslinien speichern soll. Falls
Q303=1: Bei Eingabe von Q305=0 setzt die
TNC die Anzeige automatisch so, dass der neue
Bezugspunkt im Schnittpunkt der Verbindungslinien
sitzt. Falls Q303=0: Bei Eingabe von Q305=0,
beschreibt die TNC die Zeile 0 der Nullpunkt-Tabelle.
Eingabebereich 0 bis 99999
Neuer Bezugspunkt Hauptachse Q331 (absolut):
Koordinate in der Hauptachse, auf die die TNC
den ermittelten Schnittpunkt der Verbindungslinien
setzen soll. Grundeinstellung = 0. Eingabebereich
-99999,9999 bis 99999,9999
NC-Sätze
5 TCH PROBE 418 BZPKT 4
BOHRUNGEN
Q268=+20
;1. MITTE 1. ACHSE
Q269=+25
;1. MITTE 2. ACHSE
Q270=+150
;2. MITTE 1. ACHSE
Q271=+25
;2. MITTE 2. ACHSE
Q316=+150
;3. MITTE 1. ACHSE
Q317=+85
;3. MITTE 2. ACHSE
Q318=+22
;4. MITTE 1. ACHSE
Q319=+80
;4. MITTE 2. ACHSE
Q261=-5
;MESSHOEHE
Q260=+10
;SICHERE HOEHE
Q305=12
;NR. IN TABELLE
Q331=+0
;BEZUGSPUNKT
Q332=+0
;BEZUGSPUNKT
Q303=+1
;MESSWERT-
UEBERGABE
Q381=1
;ANTASTEN TS-ACHSE
Q382=+85
;1. KO. FUER TS-ACHSE
Q383=+50
;2. KO. FUER TS-ACHSE
Q384=+0
;3. KO. FUER TS-ACHSE
Q333=+0
;BEZUGSPUNKT