6 rechteckzapfen (zyklus 256, din/iso: g256), Zyklusablauf, Rechteckzapfen (zyklus 256, din/iso: g256) – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 159
RECHTECKZAPFEN (Zyklus 256, DIN/ISO: G256)
5.6
5
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
159
5.6
RECHTECKZAPFEN (Zyklus 256,
DIN/ISO: G256)
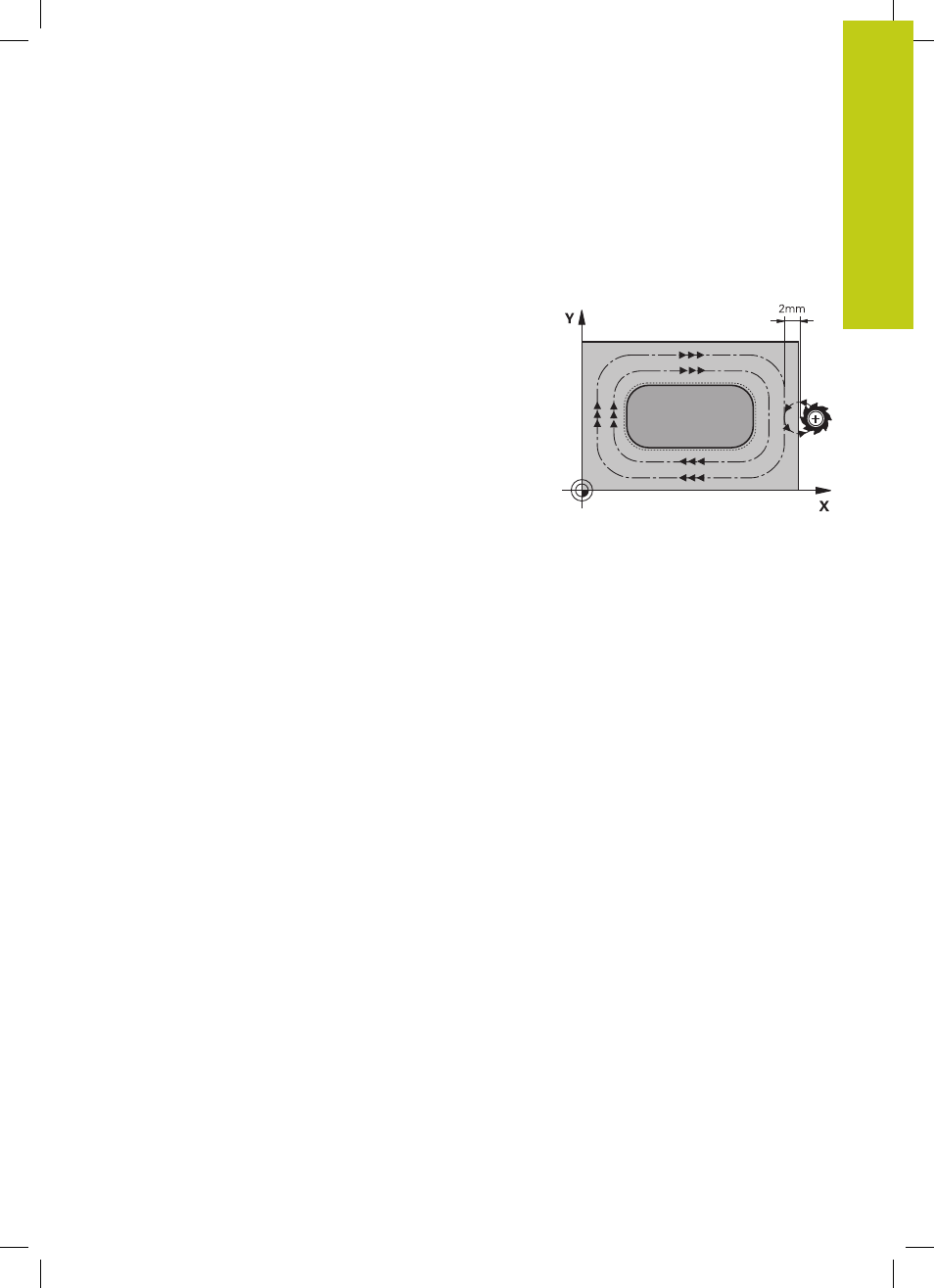
Zyklusablauf
Mit dem Rechteckzapfen-Zyklus 256 können Sie einen
Rechteckzapfen bearbeiten. Wenn ein Rohteilmaß größer als die
maximal mögliche seitliche Zustellung ist, dann führt die TNC
mehrere seitliche Zustellungen aus bis das Fertigmaß ereicht ist.
1 Das Werkzeug fährt von der Zyklus-Startposition aus
(Zapfenmitte) auf die Startposition der Zapfenbearbeitung. Die
Startposition legen Sie über den Parameter Q437 fest. Die der
Standardeinstellung (
Q437=0) liegt 2 mm rechts neben dem
Zapfenrohteil
2 Falls das Werkzeug auf dem 2. Sicherheits-Abstand steht, fährt
die TNC das Werkzeug im Eilgang
FMAX auf den Sicherheits-
Abstand und von dort mit dem Vorschub Tiefenzustellung auf
die erste Zustelltiefe
3 Anschließend fährt das Werkzeug tangential an die Zapfenkontur
und fräst danach einen Umlauf.
4 Wenn sich das Fertigmaß nicht in einem Umlauf erreichen
lässt, stellt die TNC das Werkzeug auf der aktuellen Zustell-
Tiefe seitlich zu und fräst danach erneut einen Umlauf. Die TNC
berücksichtigt dabei das Rohteilmaß, das Fertigmaß und die
erlaubte seitliche Zustellung. Dieser Vorgang wiederholt sich, bis
das definierte Fertigmaß erreicht ist. Sofern Sie den Startpunkt
auf eine Ecke gelegt haben (Q437 ungleich 0), fräst die TNC
spiralförmig vom Startpunkt aus nach innen bis das Fertigmaß
erreicht ist
5 Sind weitere Zustellungen erforderlich, fährt das Werkzeug
tangential von der Kontur weg zurück zum Startpunkt der
Zapfenbearbeitung
6 Anschließend fährt die TNC das Werkzeug auf die nächste
Zustell-Tiefe und bearbeitet den Zapfen auf dieser Tiefe
7 Dieser Vorgang wiederholt sich, bis die programmierte
Zapfentiefe erreicht ist
8 Am Zyklusende positioniert die TNC das Werkzeug lediglich in
der Werkzeug-Achse auf die im Zyklus definierte Sichere Höhe.
Die Endposition stimmt also nicht mit der Startposition überein