Zyklusparameter – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 368
Zyklen: Drehen
12.15 DREHEN KONTUR PLAN
(Zyklus 820, DIN/ISO: G820)
12
368
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
Zyklusparameter
Bearbeitungs-Umfang Q215: Bearbeitungs-Umfang
festlegen:
0
: Schruppen und Schlichten
1
: Nur Schruppen
2
: Nur Schlichten auf Fertigmaß
3
: Nur Schlichten auf Aufmaß
Sicherheits-Abstand Q460 (inkremental): Abstand
für Rückzugsbewegung und Vorpositionierung.
Kontur umkehren Q499: Bearbeitungsrichtung der
Kontur festlegen:
0
: Kontur wird in der programmierten Richtung
abgearbeitet
1
: Kontur wird umgekehrt zur programmierten
Richtung abgearbeitet
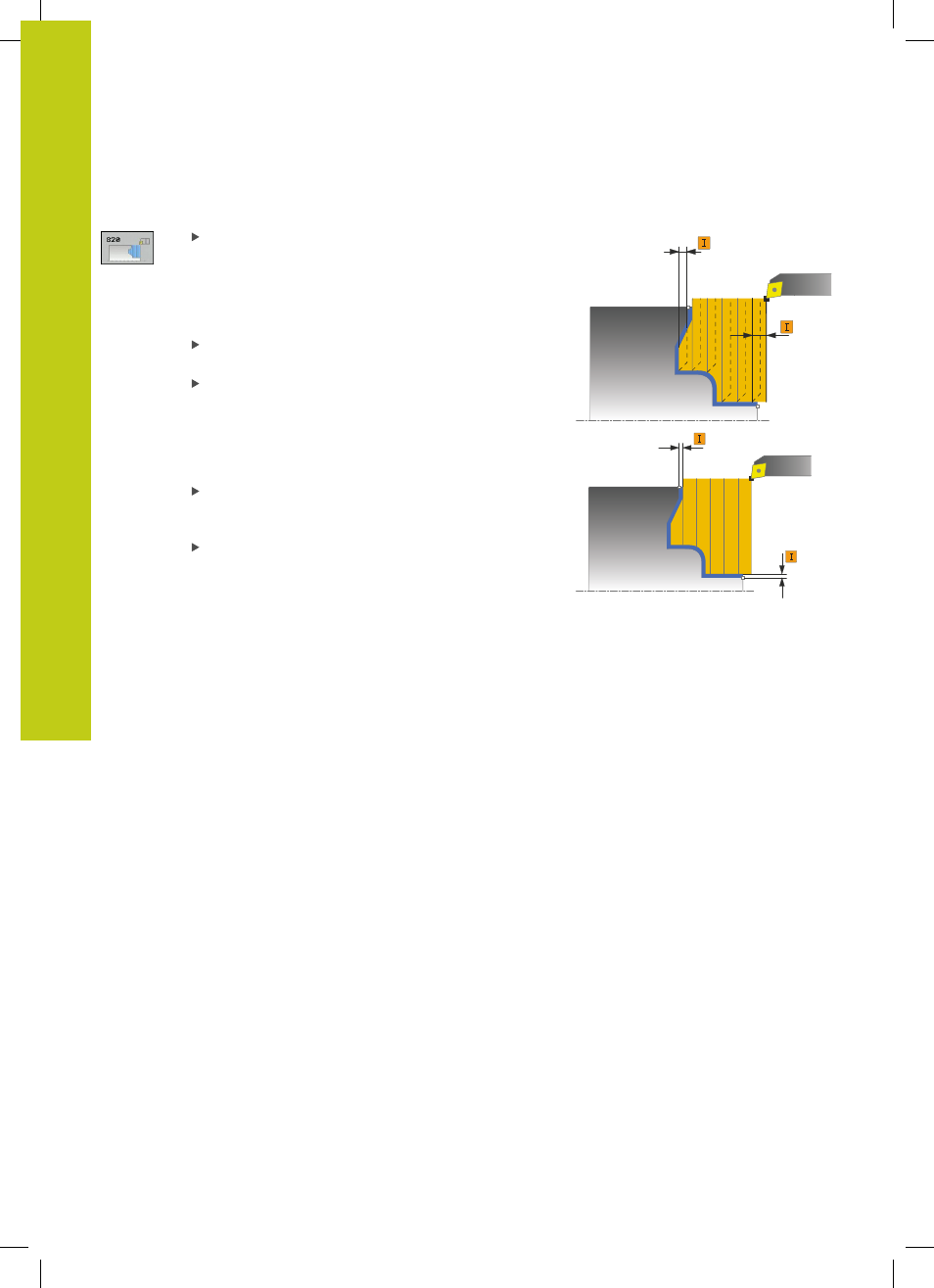
Maximale Schnitttiefe Q463: Maximale Zustellung
in axialer Richtung. Die Zustellung wird gleichmäßig
aufgeteilt, um Schleifschnitte zu vermeiden.
Vorschub Schruppen Q478:
Vorschubgeschwindigkeit beim Schruppen. Wenn
Sie M136 programmiert haben interpretiert die TNC
den Vorschub in Millimeter pro Umdrehung, ohne
M136 in Millimeter pro Minute.
Q460
Q463
Ø Q483
Q484