11 programmierbeispiele, Beispiel: gewindebohren, Programmierbeispiele – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 137: Programmierbeispiele 4.11
Programmierbeispiele
4.11
4
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
137
4.11
Programmierbeispiele
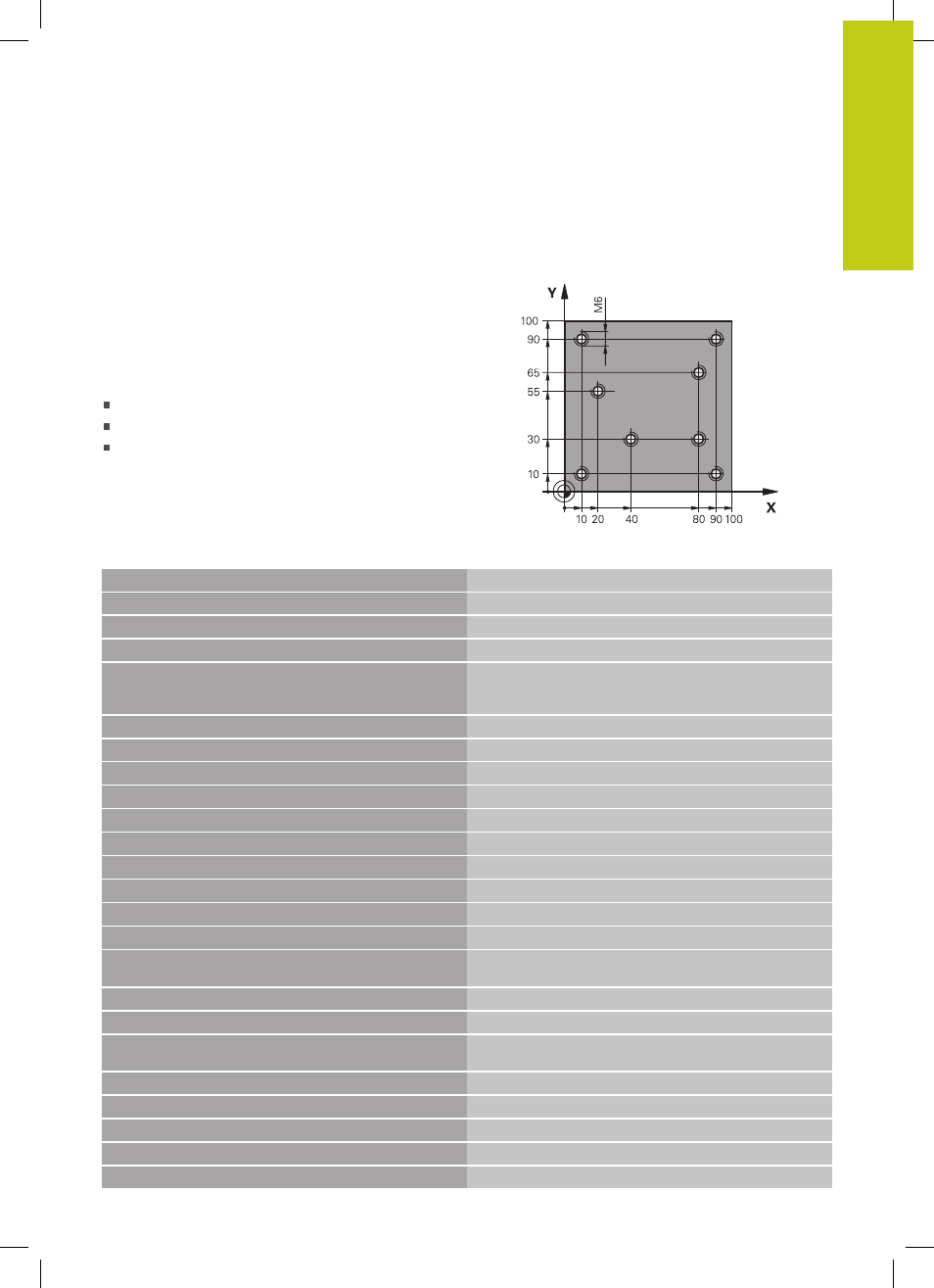
Beispiel: Gewindebohren
Die Bohrungskoordinaten sind in der Punkte-Tabelle
TAB1.PNT gespeichert und werden von der TNC mit
CYCL CALL PAT gerufen.
Die Werkzeug-Radien sind so gewählt, dass alle
Arbeitsschritte in der Testgrafik zu sehen sind.
Programm-Ablauf
Zentrieren
Bohren
Gewindebohren
0 BEGIN PGM 1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Rohteil-Definition
2 BLK FORM 0.2 X+100 Y+100 Y+0
3 TOOL CALL 1 Z S5000
Werkzeug-Aufruf Zentrierer
4 L Z+10 R0 F5000
Werkzeug auf sichere Höhe fahren (F mit Wert
programmieren), die TNC positioniert nach jedem Zyklus auf
die sichere Höhe
5 SEL PATTERN “TAB1“
Punkte-Tabelle festlegen
6 CYCL DEF 240 ZENTRIEREN
Zyklus-Definition Zentrieren
Q200=2
;SICHERHEITS-ABST.
Q343=1
;AUSWAHL DURCHM/TIEFE
Q201=-3.5
;TIEFE
Q344=-7
;DURCHMESSER
Q206=150
;VORSCHUB TIEFENZ.
Q11=0
;VERWEILZEIT UNTEN
Q203=+0
;KOOR. OBERFLAECHE
Zwingend 0 eingeben, wirkt aus Punkte-Tabelle
Q204=0
;2. SICHERHEITS-ABST.
Zwingend 0 eingeben, wirkt aus Punkte-Tabelle
10 CYCL CALL PAT F5000 M3
Zyklus-Aufruf in Verbindung mit Punkte-Tabelle TAB1.PNT,
Vorschub zwischen den Punkten: 5000 mm/min
11 L Z+100 R0 FMAX M6
Werkzeug freifahren, Werkzeug-Wechsel
12 TOOL CALL 2 Z S5000
Werkzeug-Aufruf Bohrer
13 L Z+10 R0 F5000
Werkzeug auf sichere Höhe fahren (F mit Wert
programmieren)
14 CYCL DEF 200 BOHREN
Zyklus-Definition Bohren
Q200=2
;SICHERHEITS-ABST.
Q201=-25
;TIEFE
Q206=150
;VORSCHUB TIEFENZ.
Q202=5
;ZUSTELL-TIEFE