Zyklusparameter – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 481
BEZUGSPUNKT MITTE STEG (Zyklus 409, DIN/ISO: G409) 15.3
15
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
481
Zyklusparameter
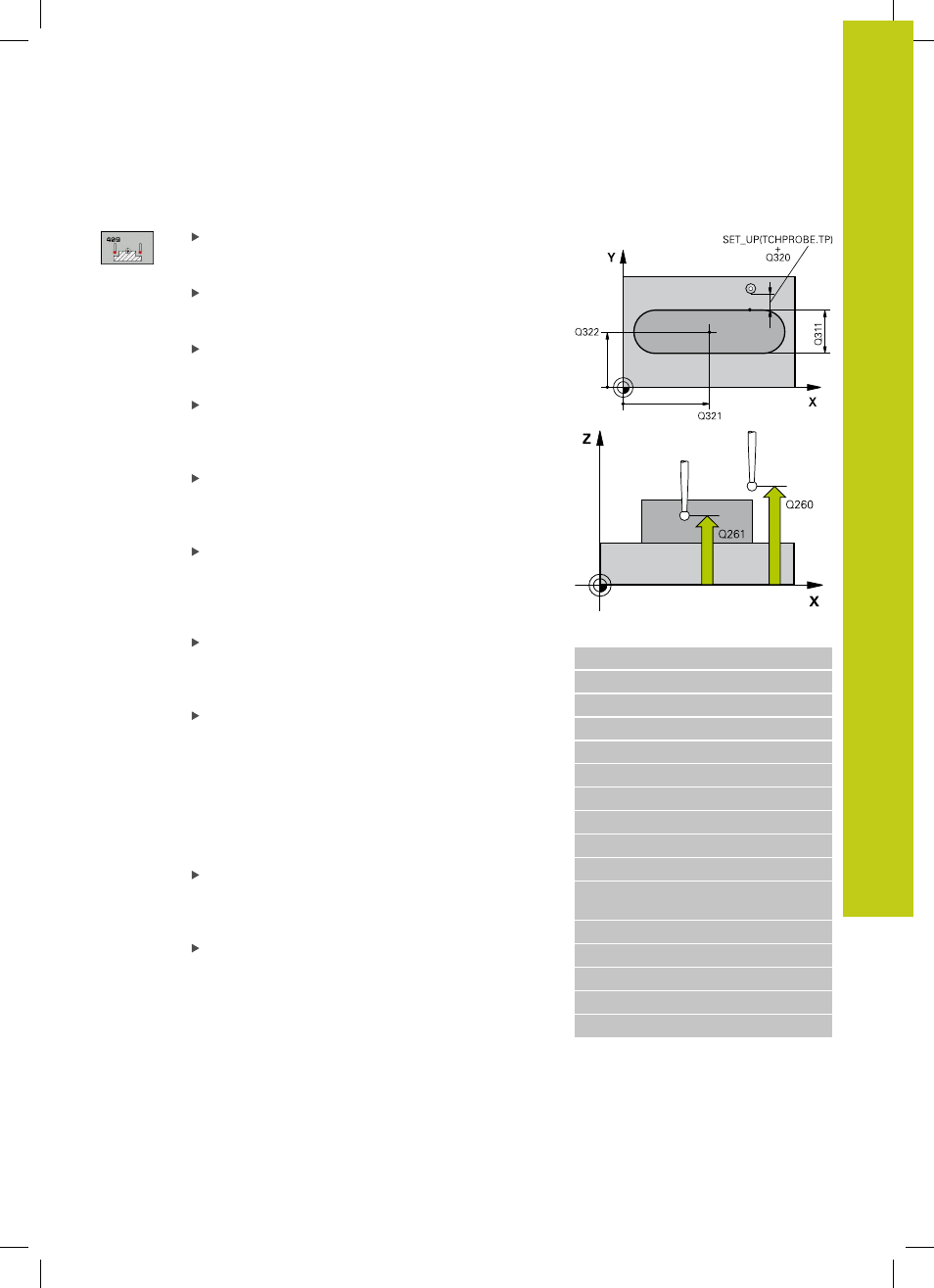
Mitte 1. Achse Q321 (absolut): Mitte des Steges
in der Hauptachse der Bearbeitungsebene.
Eingabebereich -99999,9999 bis 99999,9999
Mitte 2. Achse Q322 (absolut): Mitte des Steges
in der Nebenachse der Bearbeitungsebene.
Eingabebereich -99999,9999 bis 99999,9999
Stegbreite Q311 (inkremental): Breite des Steges
unabhängig von der Lage in der Bearbeitungsebene.
Eingabebereich 0 bis 99999,9999
Messachse Q272: Achse der Bearbeitungsebene, in
der die Messung erfolgen soll:
1
: Hauptachse = Messachse
2
: Nebenachse = Messachse
Messhöhe in der Tastsystem-Achse Q261 (absolut):
Koordinate des Kugelzentrums (=Berührpunkt) in der
Tastsystem-Achse, auf der die Messung erfolgen
soll. Eingabebereich -99999,9999 bis 99999,9999
Sicherheits-Abstand Q320 (inkremental):
Zusätzlicher Abstand zwischen Messpunkt und
Tastsystemkugel. Q320 wirkt additiv zu
SET_UP
(Tastsystem-Tabelle). Eingabebereich 0 bis
99999,9999
Sichere Höhe Q260 (absolut): Koordinate in der
Tastsystem-Achse, in der keine Kollision zwischen
Tastsystem und Werkstück (Spannmittel) erfolgen
kann. Eingabebereich -99999,9999 bis 99999,9999
Nummer in Tabelle Q305: Nummer in der
Nullpunkt-Tabelle/Preset-Tabelle angeben, in der die
TNC die Koordinaten der Stegmitte speichern soll.
Falls Q303=1: Bei Eingabe von Q305=0, setzt die
TNC die Anzeige automatisch so, dass der neue
Bezugspunkt in der Stegmitte sitzt. Falls Q303=0:
Bei Eingabe von Q305=0, beschreibt die TNC die
Zeile 0 der Nullpunkt-Tabelle. Eingabebereich 0 bis
99999
Neuer Bezugspunkt Q405 (absolut): Koordinate
in der Messachse, auf die die TNC die ermittelte
Stegmitte setzen soll. Grundeinstellung = 0.
Eingabebereich -99999,9999 bis 99999,9999
Messwert-Übergabe (0,1) Q303: Festlegen, ob die
ermittelte Grunddrehung in der Nullpunkt-Tabelle
oder in der Preset-Tabelle abgelegt werden soll:
0
: Ermittelte Grunddrehung als Nullpunkt-
Verschiebung in die aktive Nullpunkt-Tabelle
schreiben. Bezugssystem ist das aktive Werkstück-
Koordinatensystem
1
: Ermittelte Grunddrehung in die Preset-Tabelle
schreiben. Bezugssystem ist das Maschinen-
Koordinatensystem (REF-System)
NC-Sätze
5 TCH PROBE 409 BZPKT MITTE STEG
Q321=+50
;MITTE 1. ACHSE
Q322=+50
;MITTE 2. ACHSE
Q311=25
;STEGBREITE
Q272=1
;MESSACHSE
Q261=-5
;MESSHOEHE
Q320=0
;SICHERHEITS-ABST.
Q260=+20
;SICHERE HOEHE
Q305=10
;NR. IN TABELLE
Q405=+0
;BEZUGSPUNKT
Q303=+1
;MESSWERT-
UEBERGABE
Q381=1
;ANTASTEN TS-ACHSE
Q382=+85
;1. KO. FUER TS-ACHSE
Q383=+50
;2. KO. FUER TS-ACHSE
Q384=+0
;3. KO. FUER TS-ACHSE
Q333=+1
;BEZUGSPUNKT