4 grundlagen zu den abspanzyklen, Grundlagen zu den abspanzyklen, Grundlagen zu den abspanzyklen 12.4 – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 329
Grundlagen zu den Abspanzyklen 12.4
12
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
329
12.4
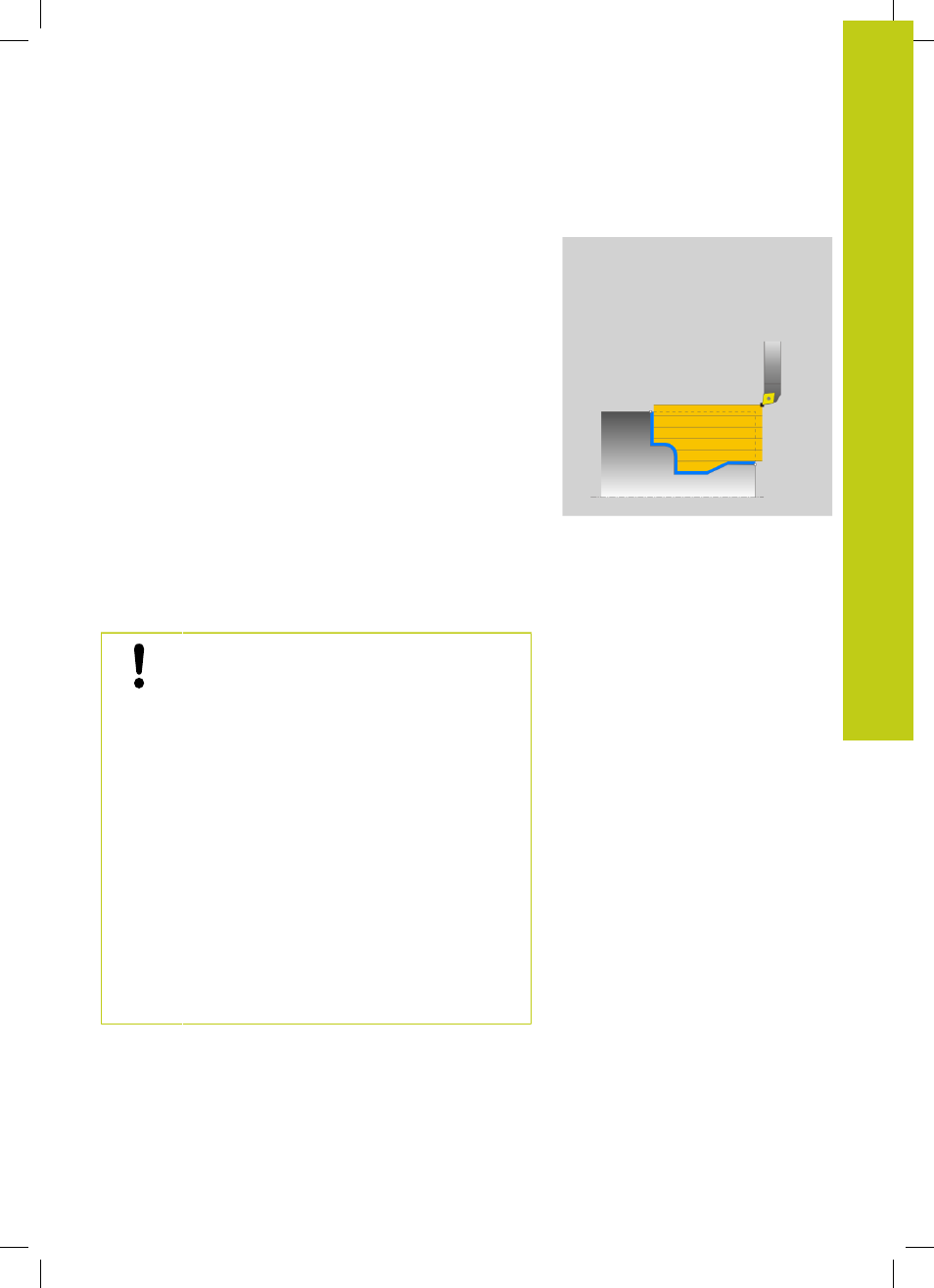
Grundlagen zu den Abspanzyklen
Die Vorpositionierung des Werkzeugs beeinflusst maßgebend den
Arbeitsbereich des Zyklus und dadurch auch die Bearbeitungszeit.
Der Startpunkt der Zyklen entspricht beim Schruppen der
Werkzeug-Position beim Zyklus-Aufruf. Die TNC berücksichtigt bei
der Berechnung des zu zerspanenden Bereichs den Startpunkt und
den im Zyklus definierten Endpunkt bzw. der im Zyklus definierten
Kontur. Liegt der Startpunkt innerhalb des zu zerspanenden
Bereiches, positioniert die TNC das Werkzeug in einigen Zyklen
vorher auf Sicherheits-Abstand.
Die Abspanrichtung ist bei den Zyklen 81x längs der Drehachse und
bei den Zyklen 82x quer zur Drehachse. Im Zyklus 815 erfolgen die
Bewegungen konturparallel.
Sie können die Zyklen zur Innen- und zur Außenbearbeitung
verwenden. Die Information dazu entnimmt die TNC aus der
Position des Werkzeugs oder der Definition im Zyklus (siehe "Mit
Drehzyklen arbeiten", Seite 319).
Bei Zyklen, in denen eine definierte Kontur abgearbeitet wird
(Zyklus 810, 820 und 815,), entscheidet die Programmierrichtung
der Kontur über die Bearbeitungsrichtung.
In den Zyklen zum Abspanen können Sie zwischen
den Bearbeitungsstrategien Schruppen, Schlichten und
Komplettbearbeitung wählen.
Achtung Gefahr für Werkzeug und Werkstück!
Die Abspanzyklen positionieren das Werkzeug beim
Schlichten automatisch auf den Startpunkt. Die
Anfahrstrategie wird durch die Werkzeugposition
beim Zyklusaufruf beeinflusst. Hierbei ist
ausschlaggebend, ob sich das Werkzeug beim
Zyklusaufruf innerhalb oder außerhalb einer
Hüllkontur befindet. Die Hüllkontur ist die um den
Sicherheitsabstand vergrößerte, programmierte
Kontur.
Steht das Werkzeug innerhalb der Hüllkontur,
positioniert der Zyklus das Werkzeug mit dem
definierten Vorschub auf direktem Weg zur
Startposition. Dadurch können Konturverletzungen
auftreten. Positionieren Sie das Werkzeug so
vor, dass der Startpunkt ohne Konturverletzung
angefahren wird.
Steht das Werkzeug außerhalb der Hüllkontur, erfolgt
die Positionierung bis zur Hüllkontur im Eilgang
und innerhalb der Hüllkontur im programmierten
Vorschub.