Zyklusparameter – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 467
Schieflage eines Werkstücks über C-Achse ausrichten (Zyklus 405,
DIN/ISO: G405)
14.7
14
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
467
Zyklusparameter
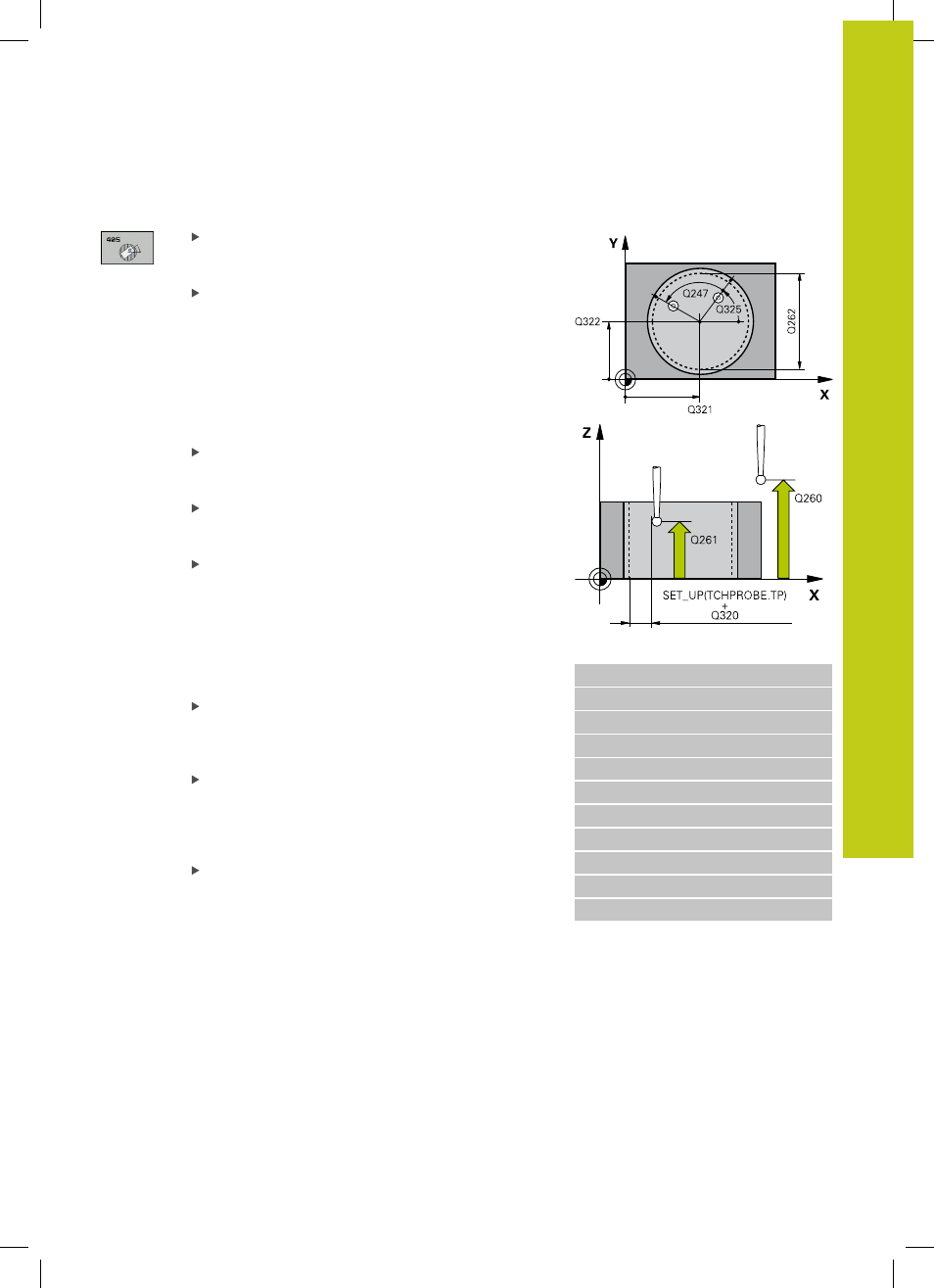
Mitte 1. Achse Q321 (absolut): Mitte der Bohrung
in der Hauptachse der Bearbeitungsebene.
Eingabebereich -99999,9999 bis 99999,9999
Mitte 2. Achse Q322 (absolut): Mitte der Bohrung in
der Nebenachse der Bearbeitungsebene. Wenn Sie
Q322 = 0 programmieren, dann richtet die TNC den
Bohrungs-Mittelpunkt auf die positive Y-Achse aus,
wenn Sie Q322 ungleich 0 programmieren, dann
richtet die TNC den Bohrungs-Mittelpunkt auf die
Sollposition (Winkel, der sich aus der Bohrungsmitte
ergibt) aus. Eingabebereich -99999,9999 bis
99999,9999
Soll-Durchmesser Q262: Ungefährer Durchmesser
der Kreistasche (Bohrung). Wert eher zu klein
eingeben. Eingabebereich 0 bis 99999,9999
Startwinkel Q325 (absolut): Winkel zwischen der
Hauptachse der Bearbeitungsebene und dem ersten
Antastpunkt. Eingabebereich -360,000 bis 360,000
Winkelschritt Q247 (inkremental): Winkel
zwischen zwei Messpunkten, das Vorzeichen
des Winkelschritts legt die Drehrichtung fest
(- = Uhrzeigersinn), mit der das Tastsystem zum
nächsten Messpunkt fährt. Wenn Sie Kreisbögen
vermessen wollen, dann programmieren Sie einen
Winkelschritt kleiner 90°. Eingabebereich -120,000
bis 120,000
Messhöhe in der Tastsystem-Achse Q261 (absolut):
Koordinate des Kugelzentrums (=Berührpunkt) in der
Tastsystem-Achse, auf der die Messung erfolgen
soll. Eingabebereich -99999,9999 bis 99999,9999
Sicherheits-Abstand Q320 (inkremental):
Zusätzlicher Abstand zwischen Messpunkt und
Tastsystemkugel. Q320 wirkt additiv zu
SET_UP
(Tastsystem-Tabelle). Eingabebereich 0 bis
99999,9999
Sichere Höhe Q260 (absolut): Koordinate in der
Tastsystem-Achse, in der keine Kollision zwischen
Tastsystem und Werkstück (Spannmittel) erfolgen
kann. Eingabebereich -99999,9999 bis 99999,9999
NC-Sätze
5 TCH PROBE 405 ROT UEBER C-ACHSE
Q321=+50
;MITTE 1. ACHSE
Q322=+50
;MITTE 2. ACHSE
Q262=10
;SOLL-DURCHMESSER
Q325=+0
;STARTWINKEL
Q247=90
;WINKELSCHRITT
Q261=-5
;MESSHOEHE
Q320=0
;SICHERHEITS-ABST.
Q260=+20
;SICHERE HOEHE
Q301=0
;FAHREN AUF S. HOEHE
Q337=0
;NULL SETZEN