Beim programmieren beachten, Zyklusparameter – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 270
Zyklen: Koordinaten-Umrechnungen
10.9
BEARBEITUNGSEBENE (Zyklus 19, DIN/ISO: G80,
Software-Option 1)
10
270
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
Beim Programmieren beachten!
Die Funktionen zum Schwenken der
Bearbeitungsebene werden vom
Maschinenhersteller an TNC und Maschine
angepasst. Bei bestimmten Schwenkköpfen
(Schwenktischen) legt der Maschinenhersteller
fest, ob die im Zyklus programmierten Winkel von
der TNC als Koordinaten der Drehachsen oder
als Winkelkomponenten einer schiefen Ebene
interpretiert werden.
Beachten Sie Ihr Maschinenhandbuch!
Da nicht programmierte Drehachsenwerte
grundsätzlich immer als unveränderte Werte
interpretiert werden, sollten Sie immer alle drei
Raumwinkel definieren, auch wenn einer oder
mehrere Winkel gleich 0 sind.
Das Schwenken der Bearbeitungsebene erfolgt
immer um den aktiven Nullpunkt.
Wenn Sie den Zyklus 19 bei aktivem M120
verwenden, dann hebt die TNC die Radius-Korrektur
und damit auch die Funktion M120 automatisch auf.
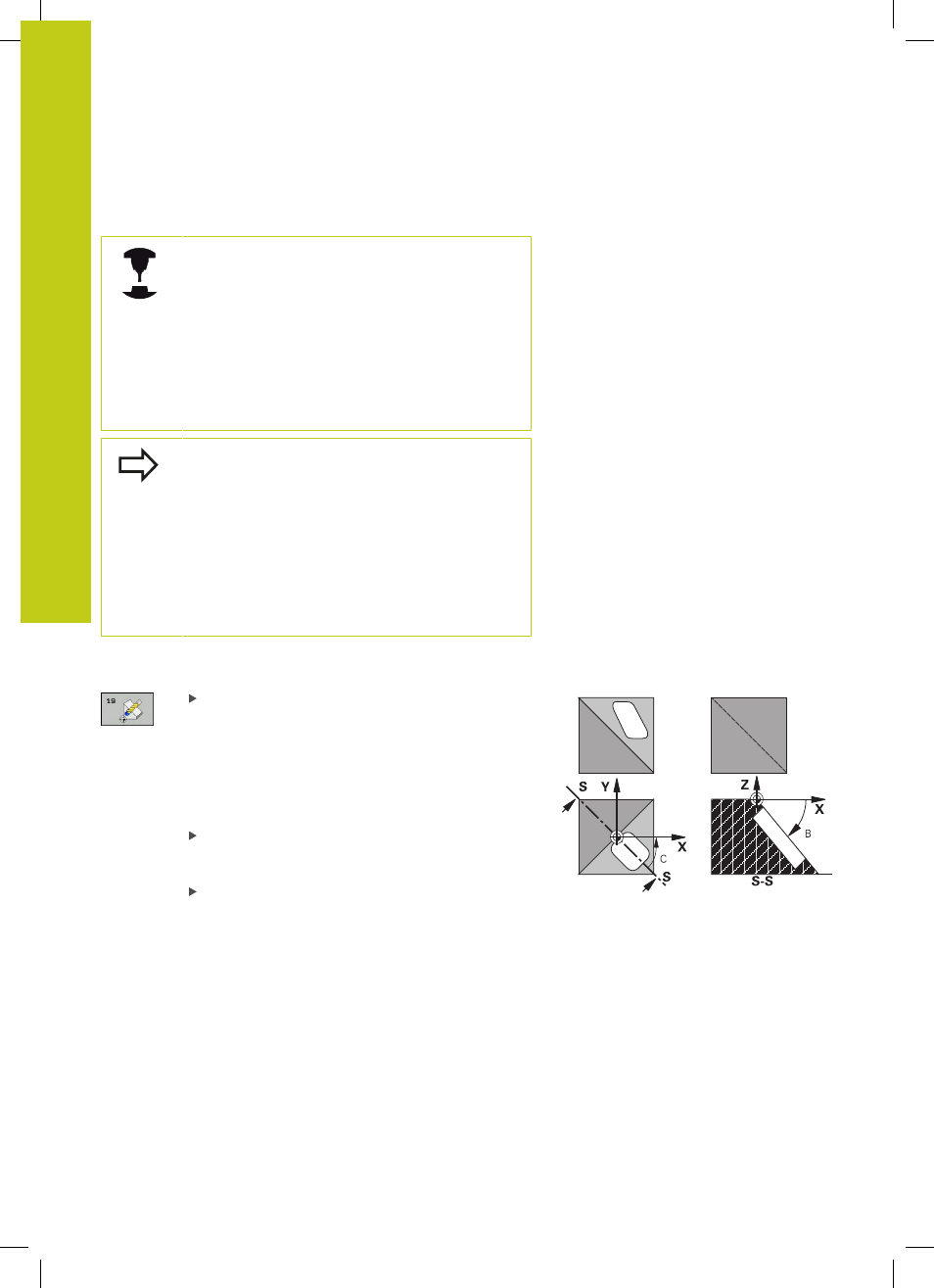
Zyklusparameter
Drehachse und -winkel?: Drehachse mit
zugehörigem Drehwinkel eingeben; die
Drehachsen A, B und C über Softkeys
programmieren. Eingabe-Bereich -360,000 bis
360,000
Wenn die TNC die Drehachsen automatisch positioniert, dann
können Sie noch folgende Parameter eingeben
Vorschub? F=: Verfahrgeschwindigkeit der
Drehachse beim automatischen Positionieren.
Eingabe-Bereich 0 bis 99999,999
Sicherheits-Abstand? (inkremental): Die TNC
positioniert den Schwenkkopf so, dass die
Position, die sich aus der Verlängerung des
Werkzeugs um den Sicherheits-Abstand, sich
relativ zum Werkstück nicht ändert. Eingabe-
Bereich 0 bis 99999,9999