Einzelne bearbeitungspositionen definieren, Einzelne reihe definieren – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 64
Bearbeitungszyklen verwenden
2.3
Muster-Definition PATTERN DEF
2
64
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
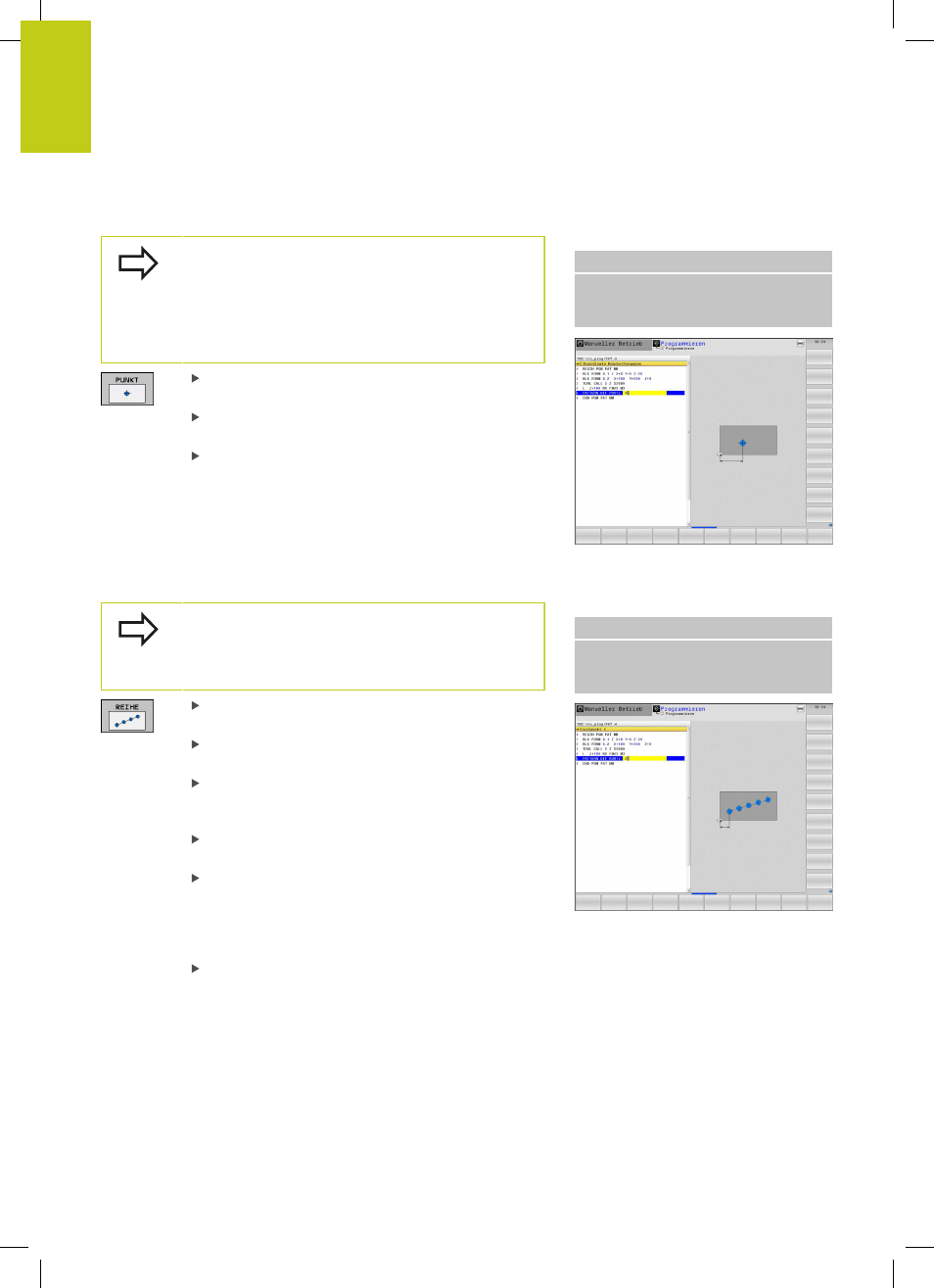
Einzelne Bearbeitungspositionen definieren
Sie können maximal 9 Bearbeitungspositionen
eingeben, Eingabe jeweils mit Taste
ENT bestätigen.
Wenn Sie eine
Werkstückoberfläche in Z ungleich
0 definieren, dann wirkt dieser Wert zusätzlich
zur Werkstückoberfläche
Q203, die Sie im
Bearbeitungszyklus definiert haben.
X-Koordinate Bearbeitungspos. (absolut): X-
Koordinate eingeben
Y-Koordinate Bearbeitungspos. (absolut): Y-
Koordinate eingeben
Koordinate Werkstück-Oberfläche (absolut): Z-
Koordinate eingeben, an der die Bearbeitung starten
soll
NC-Sätze
10 L Z+100 R0 FMAX
11 PATTERN DEF POS1
(X+25 Y+33,5 Z+0) POS2 (X+50 Y
+75 Z+0)
Einzelne Reihe definieren
Wenn Sie eine
Werkstückoberfläche in Z ungleich
0 definieren, dann wirkt dieser Wert zusätzlich
zur Werkstückoberfläche
Q203, die Sie im
Bearbeitungszyklus definiert haben.
Startpunkt X (absolut): Koordinate des Reihen-
Startpunktes in der X-Achse
Startpunkt Y (absolut): Koordinate des Reihen-
Startpunktes in der Y-Achse
Abstand Bearbeitungspositionen (inkremental):
Abstand zwischen den Bearbeitungspositionen.
Wert positiv oder negativ eingebbar
Anzahl Bearbeitungen: Gesamtanzahl der
Bearbeitungspositionen
Drehlage des gesamten Musters (absolut):
Drehwinkel um den eingegebenen Startpunkt.
Bezugsachse: Hauptachse der aktiven
Bearbeitungsebene (z.B. X bei Werkzeug-Achse Z).
Wert positiv oder negativ eingebbar
Koordinate Werkstück-Oberfläche (absolut): Z-
Koordinate eingeben, an der die Bearbeitung starten
soll
NC-Sätze
10 L Z+100 R0 FMAX
11 PATTERN DEF ROW1
(X+25 Y+33,5 D+8 NUM5 ROT+0 Z
+0)